





-
Hlavná stránka

-
Články
- Zváranie a delenie materiálov
Zváranie a delenie materiálov
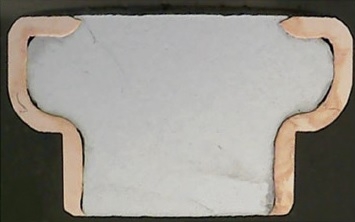
 Spoločnosť Slovenské elektrárne, a. s., dodala poškodené veko medzichladiča s uvedeným a označeným defektom typu netesnosť skrz celú hrúbku materiálu. Veko medzichladiča predstavoval odliatok na báze materiálu CuSnZnPb (cínový bronz). Po dodaní poškodeného predmetného diela do VÚZ sa na základe dodanej dokumentácie vykonala VT, PT kontrola a RTG kontrola veka medzichladiča. Po kontrolách sa zistila prítomnosť veľkého množstva pórov rôznych veľkostí od cca 0,3 do 2,5 mm a prítomnosť trhliny s veľkým množstvom sietí makro trhliniek v objeme základného materiálu odliatku. Na základe zistených indikácií sa vybrala poškodená oblasť. Odstránená časť defektu sa spájkovala podľa predpísaných štandardov tvrdého spájkovania odliatku CuSnZnPb prostredníctvom atestovanej Ag spájky s označením BE 100 S priemeru Ø 2 mm od spoločnosti INTERWELD Austria GmbH s inšpekčným certifikátom typu 3.2.
Spoločnosť Slovenské elektrárne, a. s., dodala poškodené veko medzichladiča s uvedeným a označeným defektom typu netesnosť skrz celú hrúbku materiálu. Veko medzichladiča predstavoval odliatok na báze materiálu CuSnZnPb (cínový bronz). Po dodaní poškodeného predmetného diela do VÚZ sa na základe dodanej dokumentácie vykonala VT, PT kontrola a RTG kontrola veka medzichladiča. Po kontrolách sa zistila prítomnosť veľkého množstva pórov rôznych veľkostí od cca 0,3 do 2,5 mm a prítomnosť trhliny s veľkým množstvom sietí makro trhliniek v objeme základného materiálu odliatku. Na základe zistených indikácií sa vybrala poškodená oblasť. Odstránená časť defektu sa spájkovala podľa predpísaných štandardov tvrdého spájkovania odliatku CuSnZnPb prostredníctvom atestovanej Ag spájky s označením BE 100 S priemeru Ø 2 mm od spoločnosti INTERWELD Austria GmbH s inšpekčným certifikátom typu 3.2.
 V oblasti moderného výrobného priemyslu je presnosť a efektivita nevyhnutná. Medzi širokým spektrom inovatívnych techník na zlučovanie materiálov sa laserové zváranie vyníma ako jedna z popredných metód. Tento revolučný proces využíva intenzívne lúče svetla na spájanie materiálov, ponúkajúc pozoruhodnú presnosť a všestrannosť v rôznych odvetviach priemyslu.
V oblasti moderného výrobného priemyslu je presnosť a efektivita nevyhnutná. Medzi širokým spektrom inovatívnych techník na zlučovanie materiálov sa laserové zváranie vyníma ako jedna z popredných metód. Tento revolučný proces využíva intenzívne lúče svetla na spájanie materiálov, ponúkajúc pozoruhodnú presnosť a všestrannosť v rôznych odvetviach priemyslu.
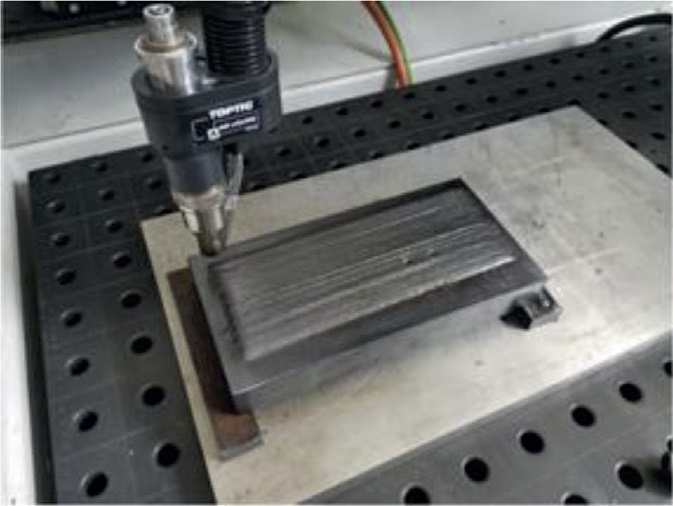
 Spájanie plechových výliskov vyrobených v materiálovej kombinácii Fe-Fe, Fe-Al ako aj Fe-PMMA a Al-PMMA je možné realizovať metódu Resistance Element Soldering (RES). Na vytvorenie preplátovaného spoja boli použité bimetalické spojovacie elementy vyrobené pretlačovaním. Polotovarom pre prietlačky bola rúrka Cu 99,9 s rozmerom ϕ6x0,5 mm a dĺžkou 11 mm, vyplnená spájkou Sn60Pb40. Prietlačky v tvare „T“ boli vyrábané dvomi spôsobmi. Na optimalizáciu, voľbu vhodného tvárniaceho procesu, a návrh geometrie funkčných častí tvárniaceho nástroja, umožňujúcu použiť len jednu tvárniacu operáciu pretlačovania, bola zvolená simulácia v prostredí softvéru ANSYS. Výsledkami simulácií sú veľkosti napätí, pretvorení, a rôzna geometria tvaru troch navrhnutých spôsobov tvárnenia hlavy prietlačkov spojovacích elementov. Úlohou bolo dosiahnuť prietlačky bez chýb povrchového plášťa z Cu rúrky bez nežiaducich zvlnení a preložiek. Geometria bola pozorovaná a porovnaná makroanalýzou rezov prietlačkov vyrobených na laboratórnom nástroji.
Spájanie plechových výliskov vyrobených v materiálovej kombinácii Fe-Fe, Fe-Al ako aj Fe-PMMA a Al-PMMA je možné realizovať metódu Resistance Element Soldering (RES). Na vytvorenie preplátovaného spoja boli použité bimetalické spojovacie elementy vyrobené pretlačovaním. Polotovarom pre prietlačky bola rúrka Cu 99,9 s rozmerom ϕ6x0,5 mm a dĺžkou 11 mm, vyplnená spájkou Sn60Pb40. Prietlačky v tvare „T“ boli vyrábané dvomi spôsobmi. Na optimalizáciu, voľbu vhodného tvárniaceho procesu, a návrh geometrie funkčných častí tvárniaceho nástroja, umožňujúcu použiť len jednu tvárniacu operáciu pretlačovania, bola zvolená simulácia v prostredí softvéru ANSYS. Výsledkami simulácií sú veľkosti napätí, pretvorení, a rôzna geometria tvaru troch navrhnutých spôsobov tvárnenia hlavy prietlačkov spojovacích elementov. Úlohou bolo dosiahnuť prietlačky bez chýb povrchového plášťa z Cu rúrky bez nežiaducich zvlnení a preložiek. Geometria bola pozorovaná a porovnaná makroanalýzou rezov prietlačkov vyrobených na laboratórnom nástroji.
 Ruční laserové svařování rychle získává na popularitě napříč různými odvětvími od letectví a raketové techniky, přes všeobecnou výrobu různých zařízení až po umění. Mnozí znají průmyslové systémy s lasery integrovanými na robotických systémech nebo v jednoúčelových strojích se sofistikovanou technologií řízení pohybu podobnou té, která se používá v CNC obráběcích strojích. Tato technologie se ve výrobě prakticky používá již desítky let.
Ruční laserové svařování rychle získává na popularitě napříč různými odvětvími od letectví a raketové techniky, přes všeobecnou výrobu různých zařízení až po umění. Mnozí znají průmyslové systémy s lasery integrovanými na robotických systémech nebo v jednoúčelových strojích se sofistikovanou technologií řízení pohybu podobnou té, která se používá v CNC obráběcích strojích. Tato technologie se ve výrobě prakticky používá již desítky let.
 Robotizované zváranie má tradíciu vo veľkoobjemovej výrobe, ale stále existujú výzvy pri zváraní menšieho počtu výrobkov s vysokou variabilitou, ktoré by zohľadňovali koncept Industry 4.0. Cieľom výskumno-vývojového projektu spoločnosti VÚEZ, a. s., v spolupráci s Ústavom robotiky a kybernetiky na Fakulte elektrotechniky a informatiky STU v Bratislave (ÚRK FEI STU) bolo vytvorenie prototypov robotických pracovísk na inteligentné zváranie pre malovýrobu a robotickú ultrazvukovú diagnostiku. Tieto pracoviská sú schopné automaticky sa prispôsobiť meniacim sa výrobným požiadavkám, čo je výzva pri práci v rýchlo sa meniacich výrobných podmienkach.
Robotizované zváranie má tradíciu vo veľkoobjemovej výrobe, ale stále existujú výzvy pri zváraní menšieho počtu výrobkov s vysokou variabilitou, ktoré by zohľadňovali koncept Industry 4.0. Cieľom výskumno-vývojového projektu spoločnosti VÚEZ, a. s., v spolupráci s Ústavom robotiky a kybernetiky na Fakulte elektrotechniky a informatiky STU v Bratislave (ÚRK FEI STU) bolo vytvorenie prototypov robotických pracovísk na inteligentné zváranie pre malovýrobu a robotickú ultrazvukovú diagnostiku. Tieto pracoviská sú schopné automaticky sa prispôsobiť meniacim sa výrobným požiadavkám, čo je výzva pri práci v rýchlo sa meniacich výrobných podmienkach.
 Príspevok prezentuje výsledky výskumu zameraného na renováciu funkčných plôch foriem pre vysokotlakové odlievanie Al odliatkov. Analyzovaný bol rozsah poškodenia funkčných častí vstrekovacích foriem a definované jednotlivé tribodegradačné faktory limitujúce ich životnosť. Pre renováciu boli aplikované technológie navárania CMT, laser, TOP-TIG a MIG Pulse. U všetkých metód bol použitý prídavný materiál Uddeholm Deivar 1.2344. Kvalita návarov bola hodnotená NDT metódami, meraním tvrdosti a štruktúrnou metalografickou analýzou. Tribologické vlastnosti novovytvorených povrchov boli hodnotené metódou Pin-on-disc. Na základe realizovaných experimentálnych prác je možné pre obnovu funkčných povrchov použiť všetky prezentované technológie, avšak najvyššiu kvalitu vykazovali návary vyhotovené technológiou TOPTIG.
Príspevok prezentuje výsledky výskumu zameraného na renováciu funkčných plôch foriem pre vysokotlakové odlievanie Al odliatkov. Analyzovaný bol rozsah poškodenia funkčných častí vstrekovacích foriem a definované jednotlivé tribodegradačné faktory limitujúce ich životnosť. Pre renováciu boli aplikované technológie navárania CMT, laser, TOP-TIG a MIG Pulse. U všetkých metód bol použitý prídavný materiál Uddeholm Deivar 1.2344. Kvalita návarov bola hodnotená NDT metódami, meraním tvrdosti a štruktúrnou metalografickou analýzou. Tribologické vlastnosti novovytvorených povrchov boli hodnotené metódou Pin-on-disc. Na základe realizovaných experimentálnych prác je možné pre obnovu funkčných povrchov použiť všetky prezentované technológie, avšak najvyššiu kvalitu vykazovali návary vyhotovené technológiou TOPTIG.










