





 Článok sa zaoberá optimalizáciu geometrie ultrazvukového rezného nástroja. V konečno-prvkovom programe (MKP) ANSYS bol vytvorený parametrizovateľný model ultrazvukového rezacieho noža. Modálnou analýzou boli vypočítané vlastné frekvencie a tvary kmitania.
Článok sa zaoberá optimalizáciu geometrie ultrazvukového rezného nástroja. V konečno-prvkovom programe (MKP) ANSYS bol vytvorený parametrizovateľný model ultrazvukového rezacieho noža. Modálnou analýzou boli vypočítané vlastné frekvencie a tvary kmitania.
Na ultrazvukovom (UZ) nástroji bola vykonaná analýza vplyvu citlivosti zmeny parametrov na vlastné frekvencie, tvar kmitania a veľkosť maximálnych napätí. Na základe analýzy vplyvu citlivosti zmeny parametrov bola vykonaná optimalizácia s použitím optimalizačného programu a optimalizácia postupnou zmenou parametrov. Meraním elektrických veličín v obvode piezoelektrického (PZT) meniča boli nájdené frekvenčné charakteristiky UZ nástroja. Harmonickou analýzou optimalizovaného ultrazvukového nástroja boli overené výchylky a napätia noža v pracovnom režime.
Ultrazvukové nástroje
Článok hovorí o optimalizácii ultrazvukového (UZ) rezného nástroja, ktorý je súčasťou reznej sústavy a vykonáva pozdĺžnym kmitaním reznej hrany technologickú operáciu rezania v priemysle. Generátory UZ energie zabezpečujú pozdĺžny kmitavý pohyb reznej sústavy. Magnetostricia a piezoelektrický efekt sú najčastejšie využívané ako generátory UZ energie v priemysle. Využitím matematických postupov a moderných programov s využitím metódy konečných prvkov (MKP) je možné analyzovať zdroje, ako aj samotné UZ sústavy. Elektrické ekvivalentné modely piezoelektrickej keramiky a elektrodynamické modely sa využívajú pre návrh a analýzu generátorov UZ energie.
Z hľadiska efektívnosti niektorých ultrazvukových technológií sa vyžaduje, aby ultrazvukový nástroj, ktorý vykonáva technologickú operáciu, kmital s amplitúdou výchylky 10 až 100 μm. Možno to docieliť pomocou polvlnových koncentrujúcich prenosových článkov premenného prierezu, ktoré v praxi často nesú rôzne pomenovania (koncentrátory, vlnovody, nadstavce, mechanické transformátory amplitúdy alebo rýchlosti, ultrazvukové nástroje).
* * * * *
Pri návrhu kmitajúcich systémov sa hľadá najlepší výber parametrov, ktoré spĺňajú zadané požiadavky.
* * * * *
Geometrické tvary rezonátorov sú navrhnuté s postupnou alebo skokovou zmenou prierezu. Najznámejšie sú koncentrátory kruhového prierezu, kužeľové, exponenciálne a katenoidálne. Ultrazvukový rezný nástroj je súčasťou reznej sústavy a vykonáva pozdĺžnym kmitaním reznej hrany technologickú operáciu rezania v gumárenskom priemysle.
Optimalizácia geometrie UZ nástrojov bola v minulosti realizovaná zmenou dĺžkových a materiálových parametrov. Matematické postupy a teória optimalizácie zjednodušila a urýchlila získanie optimálnej konštrukcie pre technologickú operáciu nástrojov. Zahrnutie optimalizačných metód do riešenia, resp. analýz MKP modelov, prinieslo výhody a úspory v procese získania kvalitného a funkčného nástroja.
Ultrazvuk spadá do akustického pásma v rozmedzí 20 kHz – 10 GHz. Častice hmoty konajú periodické kmitavé pohyby v UZ poli, ktoré je generované UZ žiaričom. Vlnenie rozdeľujeme podľa smeru kmitania častíc prostredia vzhľadom na smer jeho šírenia na pozdĺžne a priečne. Podľa tvaru vyžarujúcej plochy zdroja vlnenia a spôsobu šírenia vĺn vznikajú tri základné tvary vĺn, rovinné, guľové a valcové.
Použite aktívneho UZ v technológií začína v päťdesiatych rokoch 20. storočia, keď boli k dispozícii dostatočne výkonné generátory a UZ meniče, čo umožnilo generovať UZ kmity s vysokým výkonom a intenzitou. Ďalšie významné zdokonalenie prinieslo využitie polvlnových vlnovodov, ktorých úlohou je zosilnenie amplitúd kmitania UZ meničov, teda pomer Aζk / Aζm (obr. 1.1a).
 |
 |
| Obr. 1.1 a) Rozloženie pozdĺžneho kmitania pozdĺž UZ kmitavej sústavy a jeho transformácia. 1 – UZ menič, 2 – primárny koncentrátor, 3 – sekundárny koncentrátor, 4 – uzol kmitov, 5 – nástroj, 6 – časový priebeh výchylky kmitania, 7 – priebeh vlnenia pozdĺž kmitavej sústavy, b) Zostava ultrazvukovej reznej sústavy | |
Uplatnenie v praxi
Využitie ultrazvukovej energie nachádza široké uplatnenie v priemysle v technologickom procese obrábania a zvárania materiálov, UZ podporovanom čistení s využitím kavitácie, v diagnostických a aplikačných prístrojoch a v nedeštruktívnej diagnostike v priemysle.
UZ rezná sústava pozostáva z nasledovných častí – nástroj, vlnovod, piezoelektrický menič a generátor (obr. 1.1b). Princíp rezania spočíva v pozdĺžnom kmitaní reznej sústavy pri požadovanej frekvencií.
Štíhle vlnovody s plynulou alebo stupňovitou zmenou prierezu sú transformátormi akustickej rýchlosti. Ich význačným znakom sú roviny amplitúd výchylky (kmitne), ktoré sa nachádzajú na koncoch polvlnových dĺžok jednotlivých prvkov a uzlové roviny, ktoré sú medzi dvoma kmitňami jednotlivých prvkov. Dôležitým kritériom UZ nástrojov je zosilnenie amplitúdy výstupného kmitania k vstupnému. Návrh jednotlivých komponentov pre UZ podporované rezanie, resp. obrábanie, vychádza z teórie kmitania kontinua a zo skúsenosti.
MKP model ultrazvukového rezného nástroja
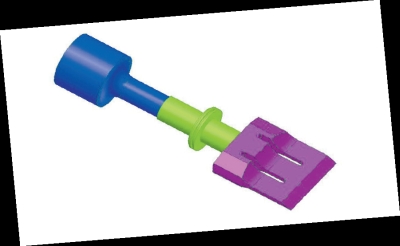
Model ultrazvukového rezacieho noža bol vytvorený na základe výkresovej dokumentácie. Pre analýzu a optimalizáciu ultrazvukového rezacieho noža je potrebné vytvoriť jeho parametrizovateľný model (obr. 2.1).
 |
| Obr. 2.1: MKP model ultrazvukového rezacieho noža |
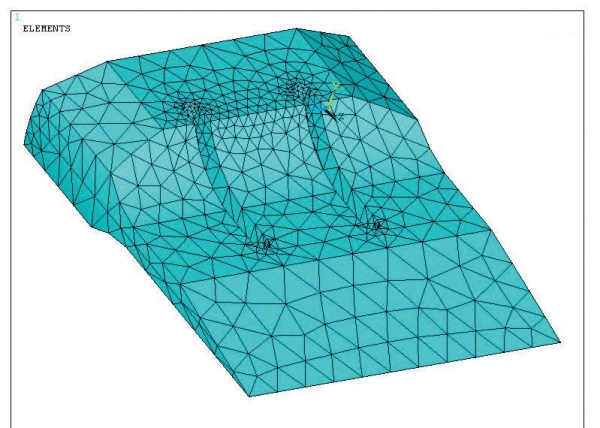
Na tento účel bol použitý program ANSYS. Pre daný model ultrazvukového noža boli v ANSYS-e zadané základné materiálové konštanty, typ prvku a metóda „meshovania“ (diskretizácia kontinua na konečný počet elementov) pomocou APDL makra (sekvencia príkazov generujúca geometriu a výpočet).
Modálna analýza rezného nástroja
Poznanie vlastných frekvencií (VF) a vlastných tvarov (VT) kmitania telies a sústav má význam pri analýze rezonančných vlastností.
Pohybové rovnice pre voľné kmitanie netlmenej sústavy so sústredenými parametrami s n stupňami voľnosti majú v maticovom zápise tvar

Riešenie (2.1) budeme hľadať v tvare

kde i a ϕ sú komplexné číslo a fázový uhol, je zatiaľ neznáma vlastná uhlová frekvencia (VUF), a – prislúchajúci neznámy tvar kmitania, resp. vlastný vektor (VV).
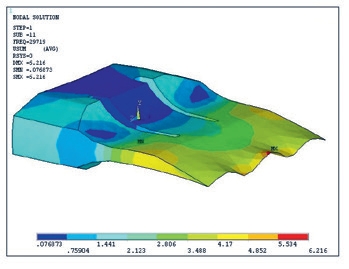
Z modálnej analýzy pre daný model noža vyplýva, že pozdĺžny tvar kmitania je pri frekvencii 28 645 Hz a vykazuje aj výrazné priečne kmitanie na oboch koncoch reznej hrany (obr. 2.2).
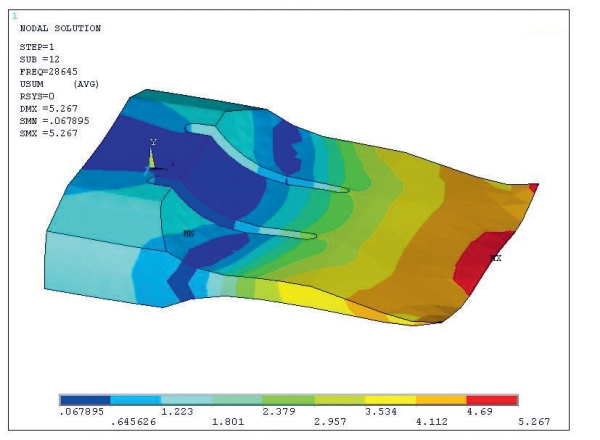 |
| Obr. 2.2: Pozdĺžny tvar kmitania s výrazným priečnym kmitaním |
Pre správne naladenie na požadovaný tvar a frekvenciu ultrazvukového noža je dôležité poznať významnosť vplyvu zmeny jednotlivých parametrov na správanie sa noža v pracovnom (rezonančnom) režime. Pre správne fungovanie UZ rezacieho noža je nevyhnutné, aby pozdĺžne kmitanie reznej hrany bolo rovnomerné po celej jej dĺžke, a priečne kmitanie (kmitanie v kolmom smere na smer pozdĺžneho kmitania) bolo minimalizované.
Citlivostná analýza
Pre analýzu vplyvu citlivosti zmeny parametrov boli vybrané rozmery, ktoré určujú hlavné rozmery noža a drážok (obr. 2.3).
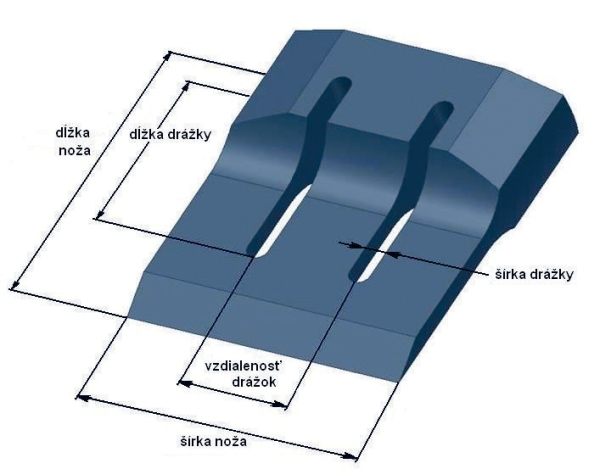 |
| Obr. 2.3: Parametrizovateľné rozmery noža |
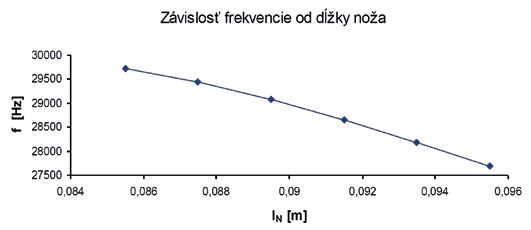
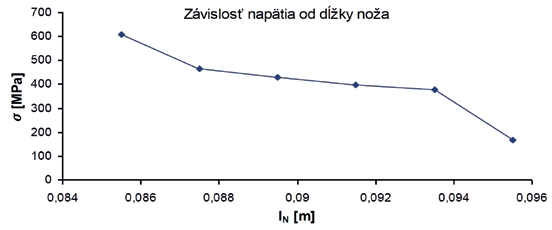
Poradie obrázkov vlastných tvarov z modálnej analýzy zodpovedá vzostupnému poradiu zmeny parametrov, (napr. dĺžky noža) v jednotlivých grafoch.
 |
 |
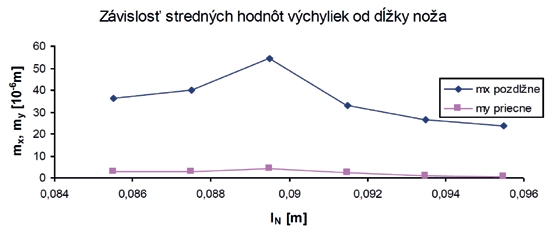 |
| Obr. 2.4: Zmena dĺžky noža a jeho vplyv na a) VF b) mechanické napätie c) stredné hodnoty výchyliek reznej hrany v pozdĺžnom a priečnom smere |
 |
 |
 |
 |
|
 |
| Obr. 2.5: VT pri zmene dĺžky noža a) – f) | |
Optimalizácia a výsledky optimalizácie
* * * * *
Pre optimalizáciu v ANSYS-e pomocou optimalizačného „toolboxu“ (programové prostredie pre optimalizáciu) je potrebné poznať:
1. Optimalizačné premenné („Design Variables“)
2. Obmedzenia („State variables“)
3. Cieľová funkcia („Objective function“)
* * * * *
Na optimalizáciu bola použitá metóda „First order method“, táto metóda patri medzi gradientové metódy.
Výsledky optimalizácie
a) drážka nezasahuje do oblasti rezného klinu
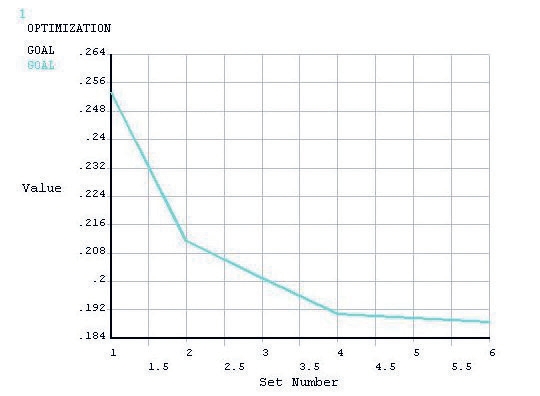
Priebeh cieľovej funkcie pre takto formulované obmedzenia a optimalizačné premenné je na obr. 3.1.
 |
| Obr. 3.1: Priebeh cieľovej funkcie v závislosti od počtu iterácii |
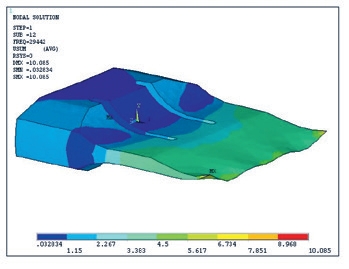
Pre parametre, ktoré vyšli z optimalizácie, je vlastná frekvencia 30 015 Hz a vlastný tvar je na obr. 3.2.
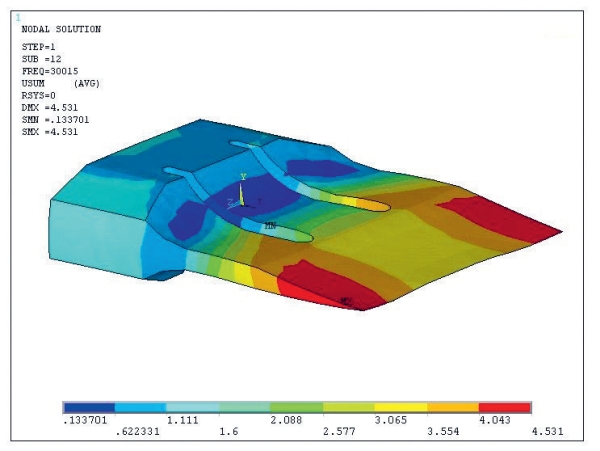 |
| Obr. 3.2: VT kmitania (rozloženie sumy výchyliek) pri VF 30 015 Hz |
b) drážka zasahuje do oblasti rezného klinu
Priebeh cieľovej funkcie pri takto formulovanej úlohe je na obr. 3.3.
 |
| Obr. 3.3: Priebeh cieľovej funkcie v závislosti od počtu iterácii |
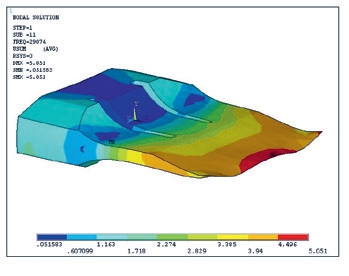
Pre parametre, ktoré vyšli z optimalizácie je vlastná frekvencia 29 062 Hz a vlastný tvar je na obr. 3.4.
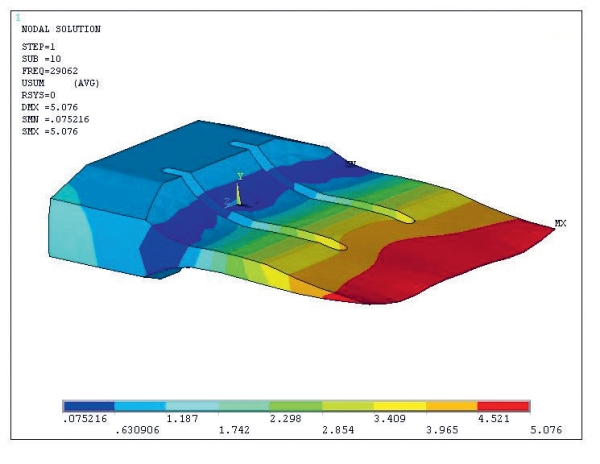 |
| Obr. 3.4: Rozloženie sumy výchyliek pri modálnej analýze |
c) naladenie na základe citlivostných analýz
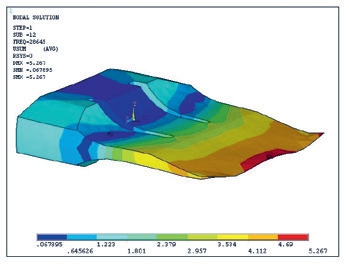
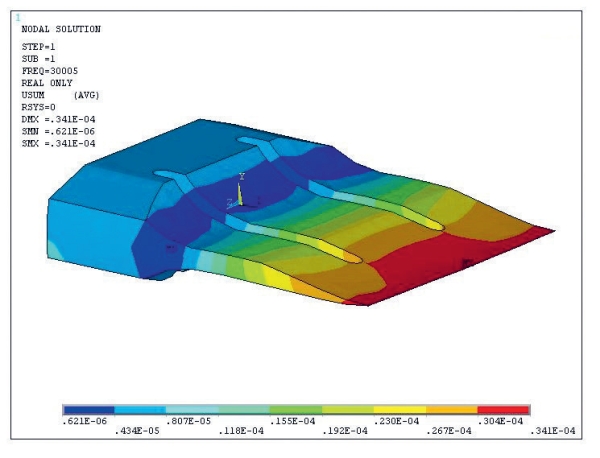
Naladením na základe citlivostných analýz je vlastná frekvencia 30 005 Hz a vlastný tvar je na obr. 3.5.
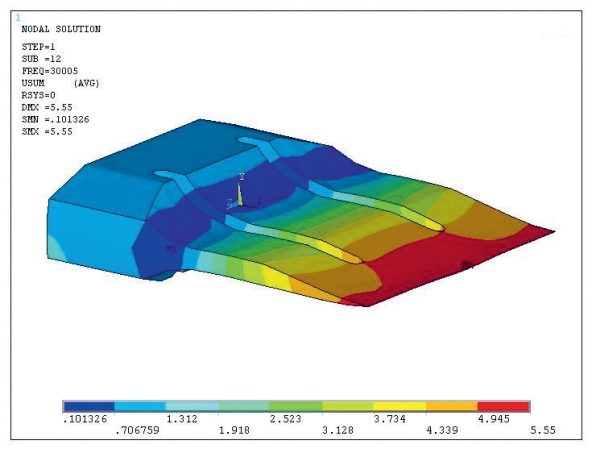 |
| Obr. 3.5: Rozloženie sumy výchyliek pri modálnej analýze |
Harmonická analýza optimalizovaného noža
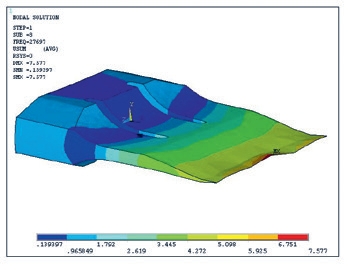
Harmonická analýza bola vykonaná pri budení amplitúdou posunutia 7 μm. Pri harmonickom budení s výchylkou 7 μm s frekvenciou 30 005 Hz stredné hodnoty výchylky reznej hrany dosahujú hodnotu 33 μm. Rozloženie výchyliek pri harmonickej analýze je na obr. 3.6.
 |
| Obr. 3.6: Rozloženie sumy výchyliek pri harmonickej analýze |
Maximálne napätia von Mises sú v polomere drážok (obr. 3.7) s veľkosťou 153 MPa.
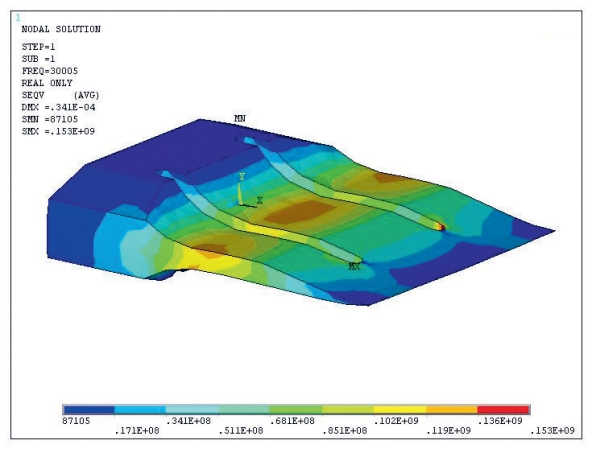 |
| Obr. 3.7: Napätia pri harmonickej analýze (von Mises) |
Experiment
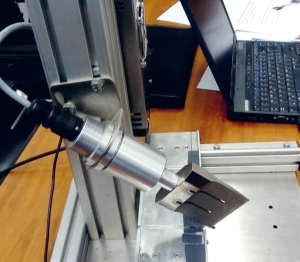
Meranie charakteristík PZT meniča UZ nástroja pripojeného na striedavé elektrické napätie, bolo prevedené na UZ sústave (obr. 4.1).
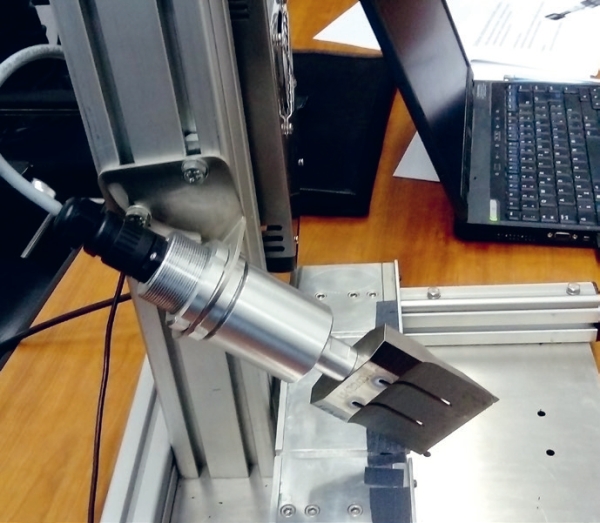 |
| Obr. 4.1: Ultrazvuková rezná sústava |
Cieľom experimentu je meranie vstupných a výstupných frekvenčných charakteristík v elektrickom obvode PZT meniča UZ sústavy.
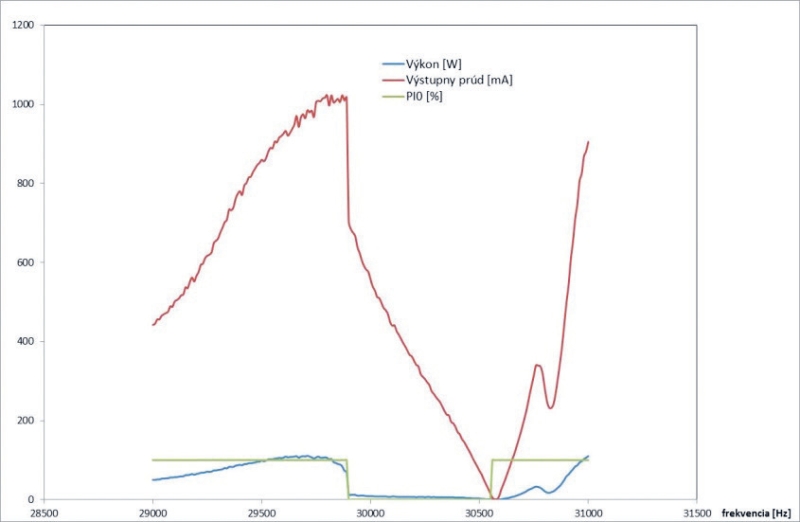 |
| Obr. 4.2: Priebeh elektrických veličín v závislosti na frekvencii v rozsahu 29 – 31 kHz |
Meraním č. 1 bola nájdená frekvencia 30,52 kHz a elektrický prúd, pri ktorom UZ nástroj vykonáva pozdĺžne kmitanie a zabezpečuje tak technologickú operáciu rezania. Meraním č. 2. bola nájdená frekvencia 30,76 kHz, pri ktorej UZ nástroj, resp. UZ sústava, kmitá ohybovým VT a tým sa prevádzka nástroja zhoršuje a môže sa poškodiť UZ sústava.
Graf na obr. 4.2 je záznamom pre meranie č. 1 a č. 2. V oblasti merania 30,6 – 31 kHz je zaznamenateľné akustické rušenie. Meraním č. 3 bolo namerané osciloskopom elektrické napätie na PZT meniči (v sekundárom obvode) pri frekvencii, ktorá zodpovedá pozdĺžnemu VT kmitania UZ nástroja. Meraním č. 1 a č. 3 bola nameraná rovnaká frekvencia, a to 30,52 kHz. Výsledky z meraní sú uvedené v tab. 4.1.
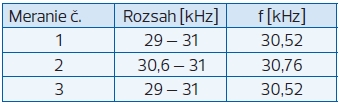 |
| Tab. 4.1: Merania výstupnej frekvenčnej charakteristiky UZ meniča |
Harmonická analýza UZ sústavy
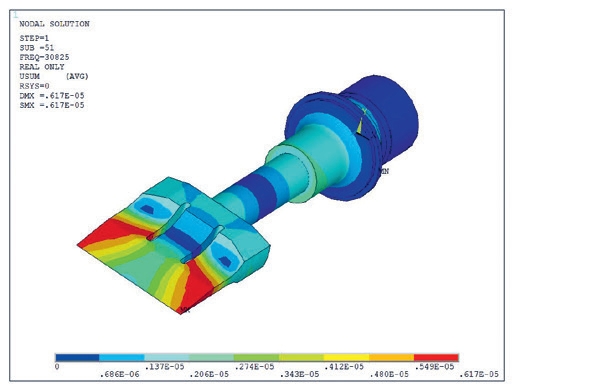
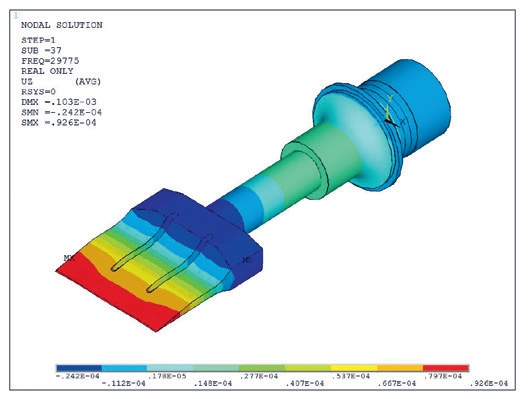
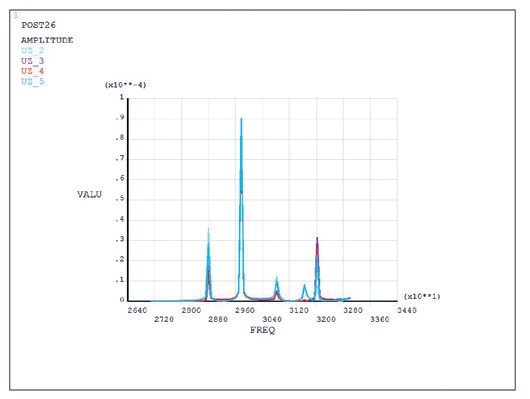
Model UZ sústavy bol modelovaný v ANSYS-e. Model pozostáva UZ meniča, prenosového článku a rezacieho nástroja. Modálnou analýzou UZ sústavy boli získané VT a VF pre optimalizovaný nástroj. Pri napojení PZT meničov na striedavé napätie dostávame pre harmonickú analýzu zviazaných polí rozloženie posunutia v smere Z (obr. 5.1a) a amplitúdo-frekvenčnú charakteristiku uzlov v smere Z (obr. 5.1b), čo je smer pozdĺžneho kmitania.
 |
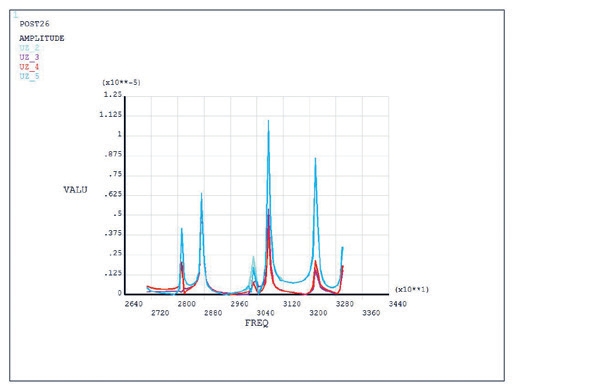 |
| Obr. 5. 1: a) VF 30,8 kHz a amplitúda v smere osi Z, b) amplitúdo-frekvenčná závislosť reznej hrany (amplitúdy pre smer pozdĺžneho kmitania v smere osi Z). |
Pre grafické znázornenie rozloženia posunutia reznej hrany v smere osi Z (smer pozdĺžneho kmitania) boli vybrané 4 uzly na reznej hrane. Amplitúdy reznej hrany dosahujú hodnoty 4 – 11 μm.
Ďalším modelom UZ rezného nástroja, ktorý bol analyzovaný je model na obr. 5.2a. Rozdiel je vo výrazne dlhších drážkach a iných konštrukčných zmenách.
Pre grafické znázornenie rozloženia posunutia reznej hrany v smere osi Z, (čo je smer pozdĺžneho kmitania), boli vybrané 4 uzly na reznej hrane. Amplitúdy reznej hrany majú hodnotu 88 μm. Z amplitúdo-frekvenčnej závislosti môžeme pozorovať, že pri pozdĺžnom kmitaní uzly reznej hrany kmitajú s amplitúdou zobrazenou na obr. 5.2b.
 |
 |
| Obr. 5.2: a) VF 29,8 kHz a amplitúda v smere osi Z, b) amplitúdo-frekvenčná závislosť reznej hrany (amplitúdy pre smer pozdĺžneho kmitania v smere osi Z) |
Zhodnotenie
Optimalizáciou geometrie získavame model, ktorý vyhovuje rozsahu optimalizačných premenných a splní cieľovú funkciu optimalizačného procesu. Na optimalizáciu kmitania tvarovo zložitých rezonátorov je vhodné využiť počítačom podporované analýzy s matematickými modelmi riešenia optimalizačných úloh.
Optimalizáciu UZ nástroja boli získané 3 varianty, kde boli splnené podmienky pre VT a VF. Harmonickou analýzou bolo potvrdené, že naladený nástroj UZ sústavy kmitá pozdĺžnym tvarom. Z harmonickej analýzy UZ nástrojov je možné pozorovať zvýšenú koncentráciu von Mises napätia v drážkach.
Meraním frekvenčne závislých elektrických veličín (elektrický prúd a výkon v primárnom obvode) PZT meniča bola nájdená pracovná frekvencia UZ sústavy. Výsledkami z merania č. 1 sú priebehy elektrického prúdu a výkonu v závislosti na frekvencii. Meranie č. 3 bolo vykonané osciloskopom priamo na vstupe PZT meničov (sekundárnom obvode) v pracovnom režime. Meraním č. 1 a č. 3 bol nájdený pozdĺžny VT UZ sústavy pri 30,52 kHz. Meraním č. 2 bol nájdený ohybový VT, pri ktorom bolo zaznamenané akustické rušenie.
Do UZ sústavy bol zaradený optimalizovaný nástroj zobrazený na obr. 3.2. (prípad a). Harmonickou analýzou boli vypočítané výchylky UZ reznej sústavy resp. nástroja v rozmedzí 4 – 11 μm pri VF 30,8 kHz. Ďalším modelom bol optimalizovaný nástroj znázornený na obr. 3.5. (prípad c), ktorý bol harmonický analyzovaný pri VF 29,8 kHz a má rovnomernú amplitúdu výchylky (v smere rezania) reznej hrany s hodnotu 88 μm.
Optimalizáciou geometrie UZ nástroja boli naladené pozdĺžne VT pri frekvencii 30 kHz. Z dynamických analýz UZ zostavy vychádza, že pozdĺžny VT je pre prvý model pri VF 30,8 kHz a pre druhý model pri VF 29,8 kHz. Harmonickou analýzou bolo potvrdené, že naladený nástroj UZ sústavy kmitá pozdĺžnym vlastným tvarom.
TEXT/FOTO: Ing. Anton Mydliar, PhD., prof. Ing. Miloš Musil, CSc., Strojnícka fakulta STU v Bratislave, Námestie slobody 17, 812 31 Bratislava










