





 Dnešné trendy v laboratórnej praxi nútia laboratóriá k budovaniu takého systému riadenia laboratórnej práce, ktorý zabezpečí vierohodnosť a spoľahlivosť produkovaných výsledkov. Jedným z takýchto systémov je v súčasnosti proces validácie metód.
Dnešné trendy v laboratórnej praxi nútia laboratóriá k budovaniu takého systému riadenia laboratórnej práce, ktorý zabezpečí vierohodnosť a spoľahlivosť produkovaných výsledkov. Jedným z takýchto systémov je v súčasnosti proces validácie metód.
Pred začiatkom validácie je potrebné ujasniť si stratégiu postupu, ktorý by sa mal skladať z nasledujúcich krokov: z definovania cieľa, zhodnotenia počiatočnej situácie, validačného plánovania, experimentu, vyhodnotenia a z dokumentácie [3, 4]. K metódam ktoré sa využívajú na hodnotenie vlastností použitých mazacích olejov za účelom tribotechnickej diagnostiky patrí aj metóda na stanovenie celkových nečistôt, ktoré predstavujú prítomnosť karbónu ako produktu spaľovania paliva v motore. Tento karbón tvorí mikrobrúsnu pastu v mazacom systéme motora a má za následok rýchlejšie opotrebovanie motora. Skúšobná metóda sa vykonáva na prístroji CCT Infra [Obr. 1a)], ktorý určuje mieru znečistenia oleja meraním množstva spáleného uhľovodíkového základu vo forme karbónu. Pri meraní sa zavádza sonda s infračervenou diódou [Obr. 1b)] do dobre homogenizovaného oleja, pričom sa dbá na to, aby otvory sondy boli pod hladinou oleja. Celkový obsah nečistôt sa udáva v percentách.

POSTUP VALIDÁCIE
Cieľom validácie metódy je v čo najväčšom merateľnom rozsahu experimentálne overiť či použitá skúšobná metóda je vyhovujúca vzhľadom na stanovené parametre, teda na stanovenie celkového obsahu nečistôt v opotrebovaných olejoch spaľovacích motorov za účelom tribotechnickej diagnostiky. Čo sa týka časového ovplyvnenia a výsledkov boli navrhnuté dve etapy analýzy vzoriek s dvojmesačným odstupom. Zároveň bolo v druhej etape naplánované medzilaboratórne porovnanie výsledkov meraní s externým laboratóriom. Výsledky meraní vzoriek sú uvedené v tabuľke č. 1. Po analýze vzoriek boli vzorky spoľahlivo uzavreté v sklenených nádobách a odložené na tmavé miesto pri laboratórnej teplote cca 25 °C. Druhá etapa meraní sa uskutočnila po dvoch mesiacoch, ale už len na štyroch vybraných vzorkách z dôvodu šetrenia nákladov na analýzy, a to tak, že sa vybrali také vzorky, ktorých hodnoty čo najviac pokrývali merací rozsah. Zároveň boli vzorky odoslané na medzilaboratórne porovnanie do externého laboratória.
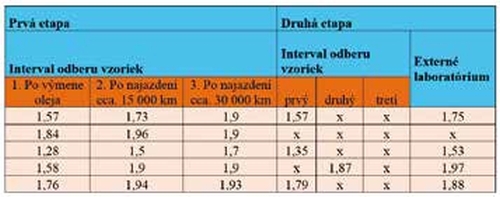 |
| Tab.1: Namerané hodnoty obsahu celkových nečistôt v (%) vo vzorkách exploatovaných olejov |
Vyhodnotenie meraní pozostáva z vypočítania presnosti merania z hľadiska opakovateľnosti po vykonaní meraní v prvej etape a definovania špecifickosti metódy. Po druhej etape meraní je možné vyhodnotiť presnosť z hľadiska reprodukovateľnosti. Správnosť merania je vypočítaná na základe výsledkov medzilaboratórneho porovnania. Nasleduje výpočet rozsahu metódy a hodnotenie jej robustnosti. Neoddeliteľnou súčasťou validácie je zdokumentovanie všetkých výsledkov meraní, ako interných tak aj externých a sformulovanie vyhlásenia o validácii.
 |
|
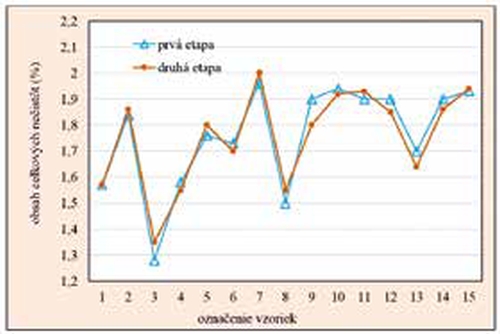
Obr. 2: Porovnanie výsledkov meraní vzoriek po dvoch mesiacoch ako kontrola robustnosti metódy |
 |
|
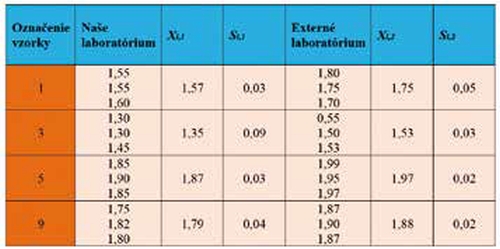
Tab. 2: Výsledky medzilaboratórneho porovnania meraní obsahu celkových nečistôt v jednotkách % |
NÁVRH VALIDÁCIE METÓDY
Základnými validačnými parametrami, ktoré boli sledované z v danej metóde, sú: robustnosť, presnosť (opakovateľnosť, reprodukovateľnosť), správnosť (vychýlenie), špecifickosť a rozsah merania. Na základe merania v čase sa zisťovala robustnosť metódy vplyvom zmeny podmienok na výsledky merania (obr. 2). Maximálny rozdiel medzi dvoma meraniami je rovný 0,07 % obsahu celkových nečistôt. Zároveň sú tieto hodnoty podkladom pre vyjadrenie reprodukovateľnosti merania. Presnosť merania sa vyjadruje pomocou výberových smerodajných odchýlok pre počet meraní n = 3, v závislosti od podmienok merania, teda pre opakovateľnosť smerodajná odchýlka neprekročila hodnotu 0,1 % celkových nečistôt
a pre reprodukovateľnosť hodnotu 0,2 % celkových nečistôt. Z vypočítaných hodnôt môžeme konštatovať, že presnosť metódy je v obidvoch prípadoch vyhovujúca. Výsledky meraní štyroch vybratých vzoriek pre medzilaboratórne porovnanie tak, aby pokrývali celý merací rozsah, sú uvedené v tabuľke č. 2. Na porovnanie výsledkov bol použitý Studentov test pre porovnanie zhodnosti výsledkov meraní s rovnakým počtom meraní, podľa vzťahu 1. Pričom jeden výber č. 1 je výberom meraní v našom laboratóriu a výber č. 2 je výber meraní v externom laboratóriu.
kde xi je priemer daného výberu, si je smerodajná odchýlka daného výberu a n je počet meraní.
Hodnoty t vypočítané pre každý výsledok merania nadobudli nižšie hodnoty ako tα, čo znamená, že rozdiel medzi výsledkami v dvoch laboratóriách nie je štatisticky významný pre zvolenú hladinu významnosti a je spôsobený náhodnými chybami. Správnosť merania vychádzala z porovnania nami nameraných hodnôt štyroch vzoriek z referenčnými hodnotami, ktoré sme získali porovnaním s akreditovaným laboratóriom podľa vzťahu 2.
![]()
xi – priemer nameraných hodnôt danej vzorky, xiREF – priemer referenčnej hodnoty tej istej vzorky, u(x) – kombinovaná neistota, u(xREF) – kombinovaná neistota akreditovaného laboratória.
Rozdiely všetkých našich meraní a meraní vykonaných v externom laboratóriu sú menšie ako je uvedená podmienka, to znamená, že naše merania sú správne a vzniknuté rozdiely sú spôsobené náhodnými chybami. Výsledky nie sú ovplyvnené systematickou chybou. Merací rozsah prístroja je (od 0,4 % do 3,0 %) celkových nečistôt. Z tohto rozsahu sú typické hodnoty pre obsah celkových nečistôt olejov spaľovacích motorov počas prevádzky v rozsahu (od 1,0 % do 2,5 %) celkových nečistôt. Našim meraním sa nám podarilo overiť spoľahlivosť metódy v rozsahu (od 1,0 % do 2,0 %) celkových nečistôt z dôvodu nameraných hodnôt v odobratých vzorkách použitých olejov.
ZÁVER
Ak je proces validácie ukončený, treba zdokumentovať postup, aby metóda bola jasne a jednoznačne realizovaná. Hodnotenie rôznych stránok validácie je dôležité pre správne použitie validovanej metódy pri jej ďalšom využívaní. Rozličné posúdenia metódy vykonané v procese jej validácie vedú k záveru, že metóda má byť používaná vždy v súhlase s návodom. Protokol o validácií by mal obsahovať identifikačné údaje o validovanej metóde, identifikačné údaje o laboratóriu, ktoré metódu validovalo, základné informácie o požiadavkách kladených na metódu, použitom spôsobe validácie, podrobný postup pri vykonávaní skúšky (použité vzorky, pomôcky, metódy, prístroje atď.), laboratóriách podieľajúcich sa na validácií, časovom priebehu validácie. Ďalej by mal obsahovať vyhlásenie o validácií a zhodnotenie vhodnosti metódy pomocou vypočítaných validačných parametrov. Zistilo sa, že vybrané validačné parametre metódy ako robustnosť, špecifickosť, opakovateľnosť, reprodukovateľnosť a správnosť metódy sú vyhovujúce. Z nameraných hodnôt a ich spracovaním pomocou štatistických metód sa potvrdilo, že validovaná metóda je vhodná pre stanovenie obsahu celkových nečistôt v opotrebovaných olejoch v uvedenom rozsahu.
Príspevok bol vypracovaný za podpory projektu VEGA 1/0338/15.
LITERATÚRA
[1] ĎURIŠ, S. – MUSIL, S.: Metrológia a kvalita, Bratislava: STU, 2002. 145 s. ISBN 80-89112-005
[2] STN EN ISO/IEC 17025 Všeobecné požiadavky na kompetentnosť skúšobných a kalibračných laboratórií, SÚTN, Bratislava, 2005
[3] PÄTOVSKÝ, V.: Validácia modifikovaných štandardných skúšobných metód, Bratislava: Slovenský metrologický ústav, 2006.
[4] EURACHEM, The Fitness for Purpose of Analytical Methods, A Laboratory Guide to Method Validation and Related Topics, 1998
[5] GREEN, J. M.: A practical guide to analytical method validation, Anal.Chem. News & Features, May 1, 1996, 305A/309A
[6] SOUKUP, M.: Technická tribodiagnostika v praxi. Rubrika: Stroje a technológie. In: Strojárstvo č. 12 (2004), s. 25
[7] SEJKOROVÁ, M. – GLOS, J.: Možnosti stanovení znečistení motorových oleju. In: 19. ročník konferencie REOTRIB 2013: Kvalita paliv a maziv, Velké Losiny. Česká republika. 2013. str. 100 – 106
[8] ŠTĚPINA, V. – VESELÝ, V.: Maziva a speciální oleje. Bratislava: VEDA, 1980. s. 688
[9] MSA– L/6 Validácia skúšobných metód, Všeobecné zásady a požiadavky, Bratislava: august 2009
TEXT/FOTO JANKA MIHALČOVÁ, MIROSLAV RIMÁR










