





 Zamestnávateľ je povinný zabezpečovať, aby pracoviská, stroje a zariadenia, náradie, nástroje, materiály, pracovné pomôcky a postupy, usporiadanie pracovných miest a organizácia práce neohrozovali bezpečnosť a zdravie zamestnanca.
Zamestnávateľ je povinný zabezpečovať, aby pracoviská, stroje a zariadenia, náradie, nástroje, materiály, pracovné pomôcky a postupy, usporiadanie pracovných miest a organizácia práce neohrozovali bezpečnosť a zdravie zamestnanca.
Pravidlá bezpečnej práce v organizácií musia obsahovať vyhodnotenie zoznamu neodstrániteľných nebezpečenstiev a ohrození, ktoré vyplývajú z pracovnej činnosti vo výrobe. Rovnako musia definovať možné rizika a návrh ochranných opatrení proti nebezpečenstvám. [2, 5, 6]
Výrobný proces charakterizujú vstupy a výstupy, čiže faktory ktorými definujeme proces výroby. Pri výrobe odliatkov sa uplatňujú technologické vlastnosti, úžitkové vlastnosti a vlastnosti zliatin v intervale kryštalizácie. Kvalitu odliatkov ovplyvňuje nielen chemické zloženie taveniny, ale aj kvalita formy na odlievanie a technológia výroby odliatku.
Životnosť formy na odlievanie závisí od vplyvu teplotných faktorov pri liatí. Správne zvolený technologický postup počas celého výrobného procesu vplýva na ekonomickú hospodárnosť výrobku. Ak chce výrobná organizácia obstáť v konkurencii musí vyrábať s najnižšími cenami, ale s požadovanou kvalitou výrobku. [9, 11, 14, 15]
Plán kvality (Quality plan, resp. plán systému manažérstva kvality) je dokument špecifikujúci, ktoré postupy a súvisiace zdroje sa musia použiť, kto a kedy ich musí použiť pri konkrétnych produktoch alebo procesoch, pre splnenie technických a kvalitatívnych požiadaviek zákazníka, ako aj pre súlad normou ISO 9000.
Účelom plánu kvality je popísať jednotlivé čiastkové ciele kvality, aby bolo zaručené, že predložené výstupy z procesov budú smerovať k uspokojeniu požiadaviek zákazníka kladených na výsledný produkt.
Cieľom príspevku je vytvoriť plán kvality procesu výroby súčiastky technológiou tlakového liatia, ktorý by slúžil ako pracovný predpis v organizácii. Obsiahnuť v ňom postupy na regulovanie parametrov, znakov a charakteristík procesu a výrobku. Následne je možné plán kvality spätne použiť na kontrolu splnenia kvalitatívnych cieľov.

Plán kvality bol vyhotovený pre súčiastku, resp. výrobok nazvaný Inneteil (obr. 1) s parametrami určenými zákazníkom v tabuľke 2. Súčiastka je vyrobená použitím technológie tlakového liatia z hliníkovej zliatiny, ktorá má označenie EN AC 43400 podľa normy STN EN 1706, bližšie špecifikácie v tabuľke (tab. 1).
 |
 |
Zákazník ako najkritickejší rozmer stanovil výšku po zhutnení v = 60 ± 0,15 mm.
Podklady a predpoklady pre vytvorenie plánu kvality:
• PFMEA,
• dôležité a zvláštne parametre, znaky a charakteristiky výrobku,
• skúsenosti s podobnými výrobkami a procesmi,
• znalosti a skúsenosti tímu o procese,
• potreby a požiadavky zákazníka, noriem a zákonov.
QP (plán kvality) musí byť vytvorený a udržiavaný pre všetky nové výrobky vyrábané rovnakým procesom. Všetky zmeny v parametroch procesu, technológie a výrobku musia byť zavedené do aktualizácie plánov kvality, resp. musia byť vytvorené nové.
QP musí byť vypracovaný a udržiavaný pre všetky fázy plánovania kvality, t. j. pre vzorky, overovaciu sériu a sériovú výrobu. V prípade požiadavky ju schvaľuje aj zákazník.
POSTUP TVORBY PLÁNU KVALITY [1]
Plán a definovanie
Každá fáza plánovania kvality ma svoje vstupy a výstupy. Hlavným vstupom v prvej fáze je hlas zákazníka, hlavným výstupom je cieľ návrhu, kvalita a spoľahlivosť. Je potrebné zabezpečiť:
1. Identifikáciu zákazníkov – zákazník je príjemcom výrobku alebo služby. Každá činnosť ma externých aj interných zákazníkov, títo zákazníci sú ovplyvnený výstupmi alebo samotným procesom.
2. Identifikáciu potrieb zákazníkov – získavanie informácií o potrebách zákazníkov je možné z viacerých zdrojov, napríklad: vnútorné informácie, kontakt na zákazníka, kontakt od zákazníka, prieskum zákazníkov (pomocou dotazníkov/formulárov).
Potreby zákazníka (hlas zákazníka) je potrebné premietnuť do predbežných merateľných hodnôt charakteristík kvality, ktoré následne budú predstavovať predbežné ciele návrhu. Ide o preklad požiadaviek zákazníka do podnikovej terminológie pomocou QFD (Quality Function Deployment, „dom kvality“).
Návrh a vývoj výrobku
V tejto fáze sú požiadavky používateľa premietnuté do návrhu výrobku. Hlavným výstupom návrhu výrobku je prototyp, ktorý slúži na overenie, či je výrobok schopný plniť požiadavky zákazníka. Na záver tejto fázy musí tím posúdiť vyrobiteľnosť navrhovanej konštrukcie výrobku a možnosť dodávok v danom čase a množstve za cenu prijateľnú pre zákazníka.
Návrh a vývoj procesu
V tomto kroku sa uskutočňuje komplexná tvorba celého výrobného systému. Taktiež je potrebné vytvoriť: vývojový diagram procesu, PFMEA, kontrolné plány, spôsobilosť procesov a analýzu systému merania.
Validácia výrobku a procesu
Validácia výrobku prebieha prostredníctvom overovacej výroby, ktorá predstavuje výrobu menšieho množstva súčiastok, pri ktorej sú použité všetky aspekty sériovej výroby (náradia, personál, prípravky a ostatné). Minimálne množstvo súčiastok v overovacej výrobe stanovuje zákazník.
Spätná väzba – hodnotenie a nápravné opatrenia
Výstupy z validácie sú použité pre realizáciu nápravných opatrení, pri ktorých je cieľom znižovanie variability.
Metodika plánu regulácie/kontrolné plány
Kontrolný plán je dokument, ktorý popisuje systém kontroly na zabezpečenie zníženia variability produkcie. Zároveň predstavuje písomný celkový popis systému kontroly jednotlivých častí a celého procesu. Kontrolný plán reflektuje rozhodnutia urobené pri vytvorení kontrolnej stratégie.
VÝSLEDKY A DISKUSIA
QP (Plán kvality) zohľadňuje požiadavky zákazníka vrátane špecifických požiadaviek, ktoré vyplynuli z plánovania kvality. Pre každý výrobok sa QP v princípe skladá z dvoch častí:
1. Vývojový diagram procesu (plán procesu) – grafické vyjadrenie postupnosti výrobných a kontrolných operácií priebehu procesu, ktorý úzko súvisí s QP (Plánom kvality), a
2. QP (Plán kvality)
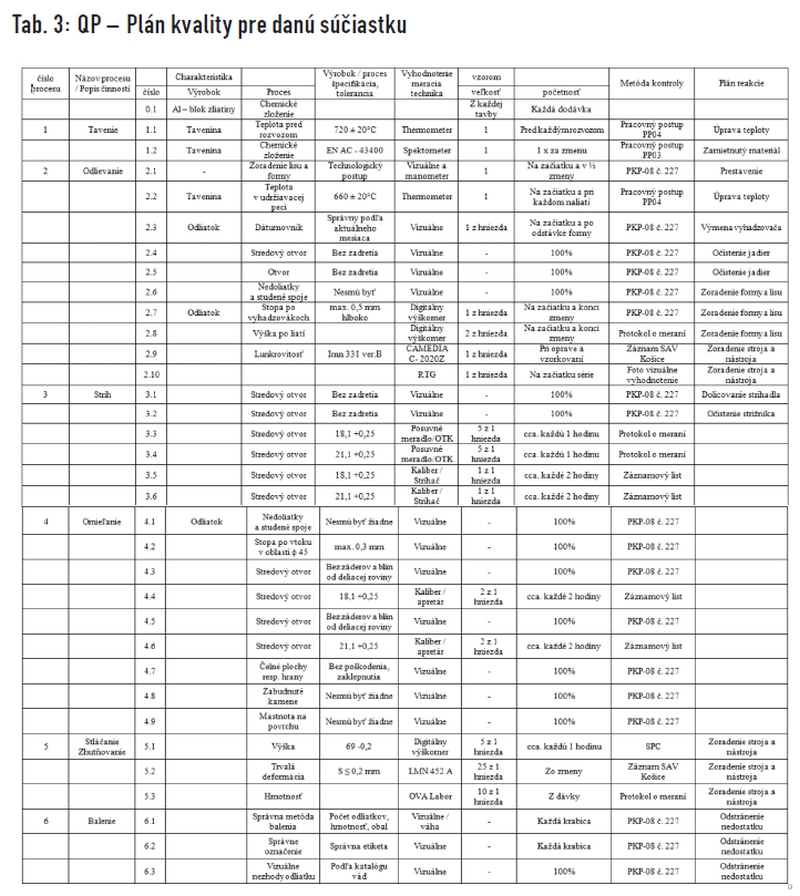
Formulár pre QP (Plán kvality) je uvedený v tabuľke 3 a musí obsahovať nasledovné:
– vypísanú úvodnú hlavičku,
– v kontrolných parametroch musia byť uvádzané normy, materiálové listy, metodiky alebo vlastnosti a rozmery podľa, ktorých sa príslušné činnosti QP riadia,
– uviesť meracie zariadenia, alebo spôsob, akým je kontrola vykonaná,
– pre každú činnosť uviesť periodicitu vykonávaných skúšok a kontrol
– následne ich evidovať v záznamoch z merania, ktoré majú pre každú činnosť stanovenú formu,
– v QP musí byť určené, kto je za príslušnú činnosť zodpovedný a ako postupovať v prípade nezhody s predpísanou činnosťou.
Plán kvality zahŕňa: nákup a kontrolu vstupných surovín, výrobu odliatkov, apretáciu odliatkov, mechanické a chemické skúšky, opracovanie odliatkov, uvoľňovanie odliatkov a ich expedíciu, rekvalifikačnú skúšku, kontrolu rozmerov a funkčné skúšky podľa platnej technickej dokumentácie alebo výkresu a výrobkový audit.
Výrobný proces – predstavuje činnosti spojené s návrhom súčiastky, technológiou výroby, výrobou, montážou, skúšaním a expedíciou. Aby sa správne zabezpečil chod (priebeh) výrobného procesu vo výrobnej jednotke, treba sa včas postarať o technickú prípravu výroby. Výrobný proces môžeme charakterizovať ako súbor činností ľudí, výrobných prostriedkov a fyzikálnych procesov.
Tlakové liatie je metóda presného liatia a najviac sa blíži k ideálnej snahe premeny základného materiálu na hotový výrobok. Odliatky liate pod tlakom sa vyznačujú vysokou presnosťou rozmerov, hladkým povrchom, tenkými stenami a veľmi dobrými mechanickými vlastnosťami. Konečná kvalita odliatku je závislá od komplexu vzájomných väzieb medzi charakterom zliatiny, konštrukciou formy, účinnosťou tlakového lejacieho stroja a technologickými faktormi tlakového liatia. [7, 8, 10]
Pri celkovom hodnotení výrobného procesu nesmieme zabudnúť na možné náklady súvisiace s opravou strojov a zariadení používaných pri tlakovom liatí. Oprava a údržba je integrujúcou súčasťou každého výrobného procesu a je myslená ako procesná technická činnosť. Pri údržbe je potrebné definovať víziu a stratégiu, formulovať merateľné a kontrolovateľné ciele, zjednodušiť procesy a nároky na zdroje, zjednodušiť štruktúru, zvýšiť motiváciu ľudí a pod. [4, 12, 13, 17, 18]
ZÁVER
Výrobný proces charakterizujeme ako tvorivý proces, ktorého výsledkom je tvorba úžitkových hodnôt a predstavuje hlavnú podnikateľskú činnosť vo výrobnej organizácii. K jeho základným častiam môžeme zaradiť výrobný program, zložitosť výrobkov, účasť prírody, človeka a techniky, použitú technológiu, skladbu výrobkov, spôsob a mieru opakovateľnosti výroby. Proces výroby špecifikujú základné prvky, ktorými sa zostavuje a sú to výrobné operácie. Plánovanie je projektovanie výrobných operácií je dôležité pri tvorbe výrobných zariadení, pri projektovaní výrobných liniek, pružným a počítačom riadených systémov. [3, 9, 16]
Pomocou QP (plánu kvality), ktorý bol vytvorený na základe už existujúceho celkového plánu procesu výroby, sa zadefinovali jednotlivé postupy a zdroje, ktoré sa musia použiť. Zároveň sme určili kto a kedy musí použiť zvolené postupy a zdroje pri vybranom procese výroby súčiastky Inneteil (obr. 1) technológiou tlakového liatia z použitého materiálu označením EN AC 43400 podľa normy STN EN 1706, bližšie špecifikácie v tabuľke (tab. 1). Vypracovaný QP (plán kvality) zároveň môže slúžiť ako predloha pre vypracovanie podobných plánoch kvality pri ďalších výrobkoch vo vybranej spoločnosti.
LITERATÚRA:
[1] BOOK, B.; HOPKINS, R.; et al.: 2008. Advanced Product Quality Planning and Control Plan., 2008. 128 s. ISBN 978-1-60534-137-8. – 109 – Kvalita, technológie, diagnostika v technických systémoch Quality, technologies, diagnostics of technical systems
[2] BURDA, M.; ČIČO, P.; BUJNA, M.: Posúdenie rizika pracovného miesta komplexnou metódou. In Kvalita a spoľahlivosť technických systémov 2010. SUA in Nitra, 2010, p. 61-65. ISBN 97880-552-0390-4.
[3] ČIČO, P.; KOTUS, M.; BUJNA, M.: 2013. Údržba a oprava strojov. 2.prepr. vyd. Nitra: SPU, 2013. 180 s. ISBN 978-80-552-1019-3.
[4] DRLIČKA, R.; ŽARNOVSKÝ, J.; MIKUŠ, R.; KOVÁČ, I.; KORENKO, M.: Hard machining of agricultural machines parts. In Research in agricultural engineering. Vol. 59, special iss. (2013), p. p. 542 – 548. ISSN 1212-9151.
[5] HRUBEC, J.; VIRČÍKOVÁ, E.; ŽARNOVSKÝ, J. et al.: Integrovaný manažérsky systém. SUA in Nitra, 2009, p. 543. ISBN 978-80-552- 0231-0.
[6] KREDATUSOVÁ, M.; BUJNA, M.: Identifikácia a analýza ohrozenia vo vybranom procese. In Najnovšie trendy v poľnohospodárstve, v strojárstve a odpadovom hospodárstve. SUA in Nitra, 2010, p. p. 146 – 152. ISBN 978-80-552-0376-8.
[7] KOTUS, M.; HOLOTA, T.; PAULIČEK T.; PETRÍK, M.; SKLENÁR, M.: 2013. Quality and Reliability of Manufacturing Process in Automation of Die-Casting. In Advanced Materials Research (Materials, Technologies and Quality Assurance). Vol. 801 (2013), p. p. 103 – 107. ISSN 1662-8985.
[8] KOTUS, M.; KOVÁČ, I.; PETRÍK, M.; KOVÁČ, J.: 2009. Výroba hliníkových odliatkov pomocou tlakového liatia. In Kvalita a spoľahlivosť technických systémov. Nitra: SPU, 2009. s.176 – 180. ISBN 978-80-552-0222-8.
[9] KOTUS, M.; ŽITŇANSKÝ, J.; PETRÍK, M.: Optimalizácia technologického postupu výroby strojovej súčiastky. In Kvalita a spoľahlivosť strojov 2002: 7. medzinárodné vedecké sympózium pri Medzinárodnom strojárskom veľtrhu 2002. SPU: Nitra, 2002. s. 122 – 124. ISBN 80-8069-034-0.
[10] MATISKOVÁ, D.; GAŠPAR, Š.; MURA, L.: Thermal Factors of Die Casting and Their Impact on the Service Life of Moulds and the Quality of Castings. In Acta Polytechnica Hungarica, Vol.10, No.3, 2013. p. p. 65 – 78. ISSN 1785-8860.
[11] PETRÍK, M.; KOTUS, M.: Automatizácia tlakového liatia vo výrobnom procese. In Bezpečnosť – Kvalita – Spoľahlivosť. Košice: TU, 2009. s.173 – 177. ISBN 978-80-553-0137-2.
[12] POLÁK, P.; DRLIČKA, R.; ŽITŇANSKÝ, J. Capability assessment of measuring equipment using statistic method. In Management systems in production engineering. No. 4 (2014), s. 184 – 186. ISSN 2299-0461.
[13] POLÁK, P. – ŽITŇANSKÝ, J. Optimalizácia výrobného technologického postupu zadaného dielca. In Kvalita, technológie, diagnostika v technických systémoch. Nitra: SPU, 2013, s. 153 – 160. ISBN 978-80-552-1023-0.
[14] POLÁK, P.; ŽITŇANSKÝ, J.; FERANCOVÁ, M.: Effect of type of cutting tips on cutting forces in turning. In Acta technologica agriculturae. Vol. 17, no. 3 (2014), s. 57 – 60. ISSN 1335-2555.
[15] RUŽBARSKÝ, J.; ŽARNOVSKÝ, J.: Zariadenie na ošetrovanie formy pri liati kovov pod tlakom a jeho dynamika = Device for the treatment of the mold at pressure die casting and its dynamics. In Kvalita, technológie, diagnostika v technických. SUA in Nitra, 2013, p. 165-169. ISBN 978-80-552-1023-0.
[16] VYSOČANSKÁ, M. – SKLENÁR, M. – PETRÍK, M. – KOTUS, M. Hodnotenie spôsobilosti meracieho zariadenia. In Najnovšie trendy v poľnohospodárstve, v strojárstve a v odpadovom hospodárstve. Nitra: SPU, 2009. s. 327-332. ISBN 978-80-552-0208-2.
[17] ŽITŇANSKÝ, J. – KOTUS, M. 2004. Hodnotenie kvality povrchu súčiastok sústružených za sucha. In Transfer 2004: Využívanie nových poznatkov v strojárskej praxi. Trenčín: – 110 – Kvalita, technológie, diagnostika v technických systémoch Quality, technologies, diagnostics of technical systems TU Alexandra Dubčeka v Trenčíne, 2004. s. 568 – 570. ISBN 80-8075-030-0. EAN 9788080750305.
[18] ŽITŇANSKÝ, J.; POLÁK, P.; KOTUS, M.: 2014. Cutting inserts effect on heat generation in turning process. In Journal of Central European Agriculture, 2014, 15(1), p. p. 86 – 93. ISSN 1332-9049.
[19] DIN EN 1706:2010. Aluminium and aluminium alloys – Castings. CEN
TEXT/FOTO ERIKA JANKAJOVÁ, KATEDRA KVALITY A STROJÁRSKYCH TECHNOLÓGIÍ, TF SPU V NITRE A KOLEKTÍV
Ďalší spoluautori: Darina Matisková, Technická univerzita v Košiciach, Fakulta výrobných technológií so sídlom v Prešove, Katarína Lestyánszka Škůrková, Materiálovotechnologická fakulta so sídlom v Trnave, STU v Bratislave, Manuela Ingaldi, Częstochowa University of Technology
Recenzent/Reviewer: doc. Ing. Miroslav Müller, Ph.D.











