





 Pri výrobe zváraných konštrukcií a montážnych celkov sa kladie dôraz na vzhľad povrchu zvarov a súčasne na dostatočný prievar do základného materiálu a s tým súvisiacu pevnosť zvarov.
Pri výrobe zváraných konštrukcií a montážnych celkov sa kladie dôraz na vzhľad povrchu zvarov a súčasne na dostatočný prievar do základného materiálu a s tým súvisiacu pevnosť zvarov.
Aktuálne najpoužívanejšou ochrannou atmosférou pri zváraní MAG nízkolegovaných ocelí je zmes argónu s 18 % CO2. Je známych viac štúdií o vplyve množstva CO2 na charakter prenosu kovu a tým aj na vzhľad zvaru a jeho prievar [1, 2, 3], pričom všeobecným záverom je, že čím je obsah CO2 v argóne nižší, tým je povrch zvaru krajší, bez rozstrekov a s plynulým prechodom do základného materiálu, prievar je však menej hlbší a teda aj menej pevnejší. Autor sa pokúsil v tomto príspevku dokázať, že tento názor je diskutabilný.
SÚČASNÝ STAV
Jednoznačne môžeme konštatovať, že objem CO2 v argóne má vplyv na charakter prenosu kovu elektrickým oblúkom [1, 2]. Prenos kovu má veľký vplyv na povrch zvarovej húsenice, jej okolie a prievar.
V tomto príspevku sú riešenie len ochranné plyny s objemom 18 % CO2 v argóne a 8 % CO2 v argóne. Charakteristický povrch obidvoch plynov je na obr. 1 [2].
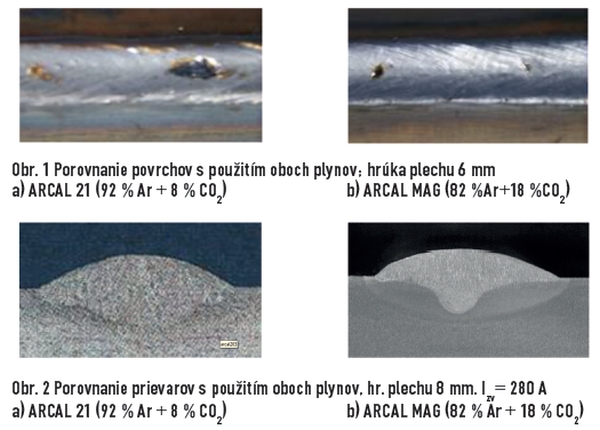
Charakteristický prievar obidvoch plynov je na obr. 2 [3]. Tieto zjednodušené argumenty prevažná väčšina zváračských pracovníkov berie do úvahy pri vytváraní subjektívného názoru na vec.
CIEĽ
Cieľom príspevku je poukázať na možnosti zmesi ochranného plynu s 8 % objemom CO2 v argóne s ohľadom na výrazné zlepšenie povrchu zvaru a dosiahnutie požadovaného prievaru so zmesou 18 % CO2 v argone 32.
PRAKTICKÉ SKÚŠKY PRIEVAROV NA NELEGOVANÝCH MATERIÁLOCH – VPLYV OCHRANNÝCH PLYNOV
Počas niekoľkých rokov sme robili skúšky prievaru s uvedenými zmesami plynov v troch rozličných firmách. Skúšky aj vyhodnotenie boli plne v réžii firmy, resp. jej skúsených zváracích inžinierov. Autor pôsobil ako pozorovateľ bez zásahov do prác. Firmy sú zrejmé z kapitoly literatúra.
PRVÁ FIRMA [4]
Dielenské skúšky
Zvára hrubšie materiály, hlavne komponenty pre výrobcov pozemných strojov.
Pracovalo sa so vzorkami na dvoch manuálnych pracoviskách. Zvárači sa najskôr oboznámili s princípom nastavovania parametrov pri plyne ARCAL 21. Po nastavení optimálnych parametrov zvárali konkrétne vzorky. Na nich sa subjektívne hodnotil proces zvárania zváračom a objektívne vizuálne výsledok, stav povrchu, rozstrek... Potom sa pozvárali plechy, z ktorých sa vyrezali vzorky na vyhodnotenie prievaru.
Výsledky
Kútové zvary
Porovnanie prievaru s plynom ARCAL MAG (Ar 82 %; 18 % CO2) a s plynom ARCAL 21 (92 % Ar, 8 % CO2)

Komentár pracovníka technickej kontroly
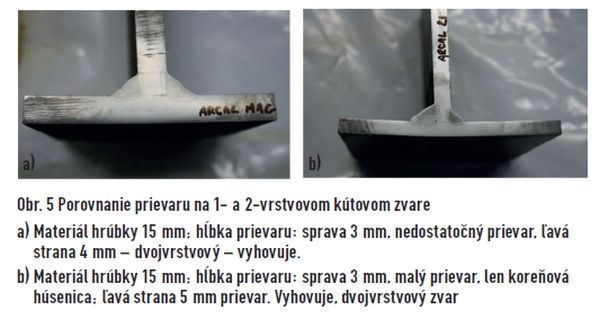
Zvárači, ktorí pracovali s ARCAL 21 (ochranný plyn) ho subjektívne označili ako lepší (lepšie operačné vlastnosti). Prievar, ktorý mal byť slabinou tohto plynu sa ukázal ako paradoxne hlbší (4,31 mm). Je to zrejmé aj z kútového aj z tupého zvaru. Zapríčinené je to tým, že rýchlosť zvárania mohla byť vyššia a zrejme ani poloha horáka nebola v oboch prípadoch rovnaká. V každom prípade sa však nedostatočného prievaru nemusíme obávať. Je dostatočný, čo je zdokumentované v oboch prípadoch.
Povrch zvarov je jednoznačne vzhľadovo lepší a aj takmer bez rozstreku v prípade použitia plynu ARCAL 21.
DRUHÁ FIRMA [5]
Táto firmy vyrába poľnohospodárske stroje. Opäť sa skúšali plyny ARCAL 21 a ARCAL MAG.
Dielenské skúšky
Na overenie výsledkov sa použila:
1. vizuálna skúška na ohodnotenie povrchu,
2. makrovýbrusy na ohodnotenie prievaru,
3. meranie tvrdosti na hranici TOO a zvarového kovu,
4. skúška lomom na ohodnotenie plasticity spoja a charakteru lomu.
Ako typ skúšobných spojov sa vybrali obojstranné kútové spoje najbežnejších používaných hrúbok 8 mm, 10 mm, 12 mm. Skúšali sa aj náročnejšie spoje dvoch uzavretých profilov rôznych hrúbok.
Použité zváracie parametre:
• koreň – P1 U = 18 V, I = 120 A
• krycia vrstva – P4 U = 29 V, I = 220 A
Výsledky
Na vyhodnotenie prievaru sa používal interný predpis min. 0,5 mm prievar, kútový zvar < 3 mm.
Komentár pracovníka technickej kontroly
Vizuálne hodnotenie povrchu zvarov vyhotovených pod ochrannou atmosférou ARCAL 21 bolo podstatne lepšie ako zváraných pod atmosférou ARCAL MAG. Markantné rozdiely sú v rozstreku a množstve, ako aj v charaktere zvaru. Ak je pri ARCAL 21 rozstrek, guľôčky sú veľmi malé a pri dopade na zváraný materiál sú už studené, ľahko prichytené na povrchu. Kútové zvary boli ploché, s bezvrubovým prechodom do zváraného materiálu. Tieto zistenia sú všeobecne známe a akceptované. Bolo potrebné dokázať, že prievar oboch plynov je podobný. Pri skúške prievaru na troch hrúbkach materiálu sa preukázalo, že prievar je rovnocenný pri obidvoch skúšaných plynoch.

TRETIA FIRMA [6]
Táto firma vyrába obrovské priehradové konštrukcie pre zábavné parky. Skúšané plyny – ich označenie podľa EN 14175 – zloženie – obchodný názov:
• M 20 – 92 % Ar + 8 % CO2 – ARCAL 21
• M 21 – 82 % Ar + 18 % CO2 – ARCAL MAG
Podmienky zvárania a parametre
Skúšanie plynov sa uskutočnilo na plechoch kvality S 355 hrúbky 10 mm v našich bežných podmienkach. Prietok plynu 18 ÷ 20 l/min., prídavný materiál G3 Si1 s priemerom 1 mm; zvárali sa kútové zvary v polohe PB na vodorovnej ploche rýchlosťou cca 350 mm/min a v polohe PF na zvislej ploche rýchlosťou cca 150 mm/min, pri rôznych parametroch, a to:
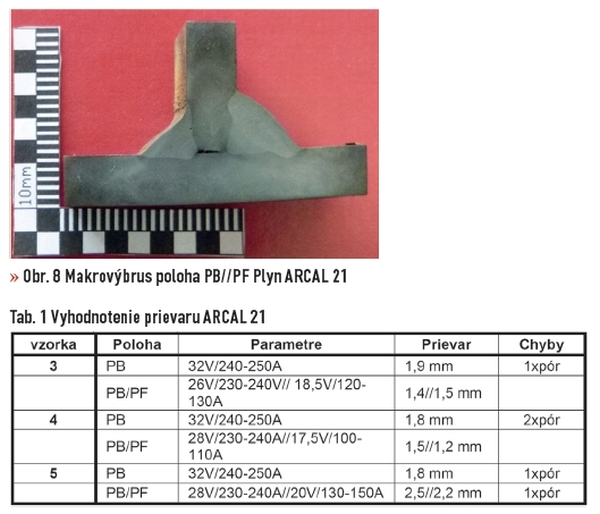
• v polohe PB – 32 V / 240 ÷ 250 A, 28 V / 230 ÷ 240 A, 32 V / 270 A
• v polohe PF – 18,5 V / 120 ÷ 130 A, 17,5 V / 100 ÷ 110 A, 20 V / 130 ÷ 150 A
Vyhodnotenie zvarov
Vyhodnotenie bolo vykonané aplikovaním nedeštruktívnych a deštruktívnych metód kontroly zvarov. Vizuálna kontrola – sledoval sa celkový vzhľad, tvar a kresba zvarov, rozstrek, zápaly a vruby. Makroskopická analýza – sledovala sa pórovitosť, hĺbka a tvar prievaru pri rôznych parametroch 35.
Výsledky skúšok s použitím plynu ARCAL 21 M20-8C
Vizuálna kontrola
Vzorka 1: Ojedinelé ostrovčeky oxidov na povrchu, minimálny rozstrek, malé guľôčky po celej dĺžke zvaru pri všetkých skúšaných parametroch. Kresba zliata, pravidelná, so znižujúcimi sa parametrami zhoršená. Mierne prevýšený zvar, miestami zápaly po okrajoch zvaru.
Vzorka 2: Ojedinelé ostrovčeky oxidov na povrchu, minimálny rozstrek, malé guľôčky po celej dĺžke zvaru. Kresba pravidelná, bez zápalov, plynulé zliatie so základným materiálom.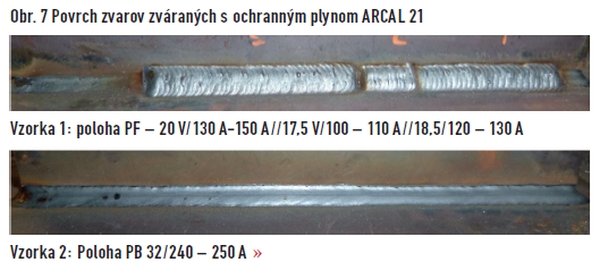
Výsledky skúšok s použitím plynu ARCAL MAG M 21 – 18 C
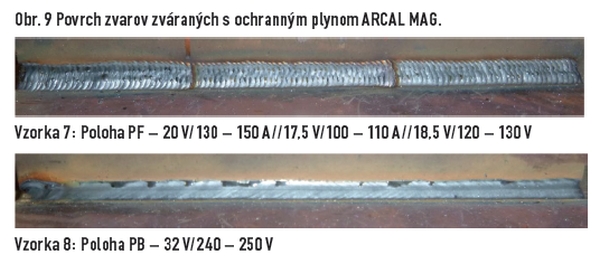
Vzorka 7: Pravidelné ostrovčeky oxidov na povrchu, zreteľný rozstrek, stredne veľké guľôčky po celej dĺžke zvaru pri všetkých skúšaných parametroch. Kresba zliata, pravidelná, s prijateľnými vrubmi. Prevýšený zvar, miestami bez zápalov.
Vzorka 8: Nepravidelné veľké ostrovčeky oxidov po okrajoch zvaru, zreteľný rozstrek, stredne veľké guľôčky po celej dĺžke zvaru. Kresba pravidelná, bez zápalov, plynulé zliatie so základným materiálom.

Komentáre
Napriek prezentovaným výsledkom aj s ohľadom na vzhľadnejší povrch zvarov aj na prievar, ktorý sa opäť ukázal rovnocenný, firma zostala pri pôvodnom plyne ARCAL MAG. Jedným z dôvodov bolo zistenie zápalov pri stúpačke.
Poznámky autora
Na prievar a vôbec na tvar kúpeľa má vplyv prúdenie roztaveného kovu [1]. Medzi sily, ktoré spôsobujú pohyb kúpeľa, patria sily povrchového napätia, elektromagnetické (Lorentzove) sily, vztlakové sily a aerodynamické sily prúdu plazmy. Zvyšovanie prúdu zvyšuje pôsobenie elektromagnetických síl, ktoré zasa zvyšujú intenzitu premiešania kvapaliny. Plazma oblúkového stĺpca vytvára tlak na kvapalinu a prispieva aj k zvyšovanie pomeru hĺbky a šírky prievaru. Rovnako má vplyv na prievar i veľkosť kvapiek, ich frekvencia a rýchlosť pri prenose kovu do zvarového kúpeľa.
Z uvedeného mi vyplýva, že hodnotenie charakteristického prievaru (obr 2) je mylné, pretože pri zváraní plynom ARCAL MAG 280 A je v globulárnej oblasti a pri zváraní ARCAL 21 sme už v sprchovej oblasti, čo, samozrejme, spôsobí zmenu prievaru. To znamená, že je potrebné upraviť parametre, aby sme dosiahli rovnocenný prievar.
ZÁVER
V príspevku sú uvedené stručné výsledky zo skúšok vykonaných v troch rôznych firmách, ktoré majú rôzny výrobný sortiment. Podľa tohto si volili zvárací inžinieri metodiku skúšok a súčasne aj kritériá, podľa ktorých posudzovali zvary.
Môžeme konštatovať, že vo všetkých prípadoch sa potvrdilo, že povrch zvarov je vzhľadnejší a prievar, o ktorý v tomto príspevku išlo, je na rovnakej úrovni pri oboch plynoch.
Literatúra:
[1] ONDREJČEK, P.: Zváranie ocelí v ochrane plynov taviacou sa elektródou. ETERNA Press, Bratislava, 2003
[2] REVEL, O. a kol.: Interná správa AL: Study of the metal transfer in welding arc. No 1267
[3] REVEL, O.; MUCHA, M.: Podiel oxidačných prvkov v argónovej atmosfére versus charakter prenosu kovu pri MAG zváraní nelegovaných ocelí. Prednáška: Zváranie 2010, Tatranská Lomnica.
[4] ISKIERKA, J.: Interná správa ZTS Námestovo, 2010
[5] URBAN, M.; SLABÝ, P.: Interná správa PELLENC, Nové Mesto n.V., 2013
[6] PELLER, G.: Porovnanie ochranných plynov na zváranie MAG. Interná technická správa, STAKOTRA Manufacturing, Piešťany, 2013.
TEXT/FOTO ING. JOZEF ISKIERKA2, IWE A KOL.
Ďalší spoluautori: Ing. Miroslav Mucha, PhD.1, Ing. Gabriel Peller3, Ing. Milan Urban4
Organization:
1 AIR LIQUIDE SLOVAKIA, s. r. o., Prievozská 4/A, 821 09 Bratislava
2 CIPI, s. r. o., Bystrická cesta 2761, 034 01 Ružomberok
3 STAKOTRA MANUFACTURING, s. r. o., Vrbovská cesta 2617/102, 92101 Piešťany
4 PELLENC, s. r. o., Kočovská 18, 915 01 Nové Mesto nad Váhom











