





Hlavným cieľom prezentovaného výskumu bolo experimentálne skúmanie dezintegrácie hliníka (Al) a medi (Cu) pulzujúcim vodným prúdom (PWJ) pri meniacom sa tlaku, zdvihu dýzy a rýchlosti posuvu. Potenciál využitia týchto poznatkov je v automobilovom priemysle. Experimentálne skúmanie bude vykonávané v spolupráci Fakulty výrobných technológií v Prešove s Ústavom geoniky AV ČR, v. v. i., v Ostrave – Porube.
SÚČASNÝ STAV
Technológia delenia vodným prúdom s generovaním pulzov je doposiaľ predmetom malého množstva výskumných prác a je v neustálom vývoji. Ultrazvukovou moduláciou prúdu, vytváraného vibrujúcim hrotom ultrazvukového nástroja umiestneného vo vnútri dýzy, sa zaoberali Puchala [1], Vijay [2], Vijay & Foldyna [3 – 5]. Podrobný popis generovania vibrácií ultrazvukovým meničom, pripojeným k transformátoru rýchlosti, je možné nájsť v prácach autorov Puchala [1] a Vijay [2]. Najvýznamnejšími súčasnými autormi, zaoberajúcimi sa ultrazvukovou moduláciou prúdu a účinkami vyvolanými dopadom PWJ na materiál, sú Foldyna [6 – 14], Klich [15, 16] a Sitek [17] z Ústavu Geoniky AV ČR, v. v. i., v Ostrave, ktorí sa intenzívne zaoberajú možnosťami využitia technológie v rôznych, nie len v priemyselných oblastiach. Pozornosť autorov je v experimentálnym skúmaní zameraná hlavne na proces a princíp objemového úberu materiálu vodným prúdom s generovanými pulzmi.
Doteraz známe možnosti využitia PWJ v praxi sú v strojárskom priemysle na spevňovanie povrchov, ako náhrada guľôčkovania (spevňovanie oceľového povrchu oceľovými guľôčkami/brokmi). V automobilovom priemysle sa uvažuje o aplikácii PWJ pri odstraňovaní drsných okrajov a otrepov po obrábaní vnútorných priestorov blokov valcov motorov. V stavebníctve je možné PWJ využívať na odstraňovanie vrstiev betónu, pri sanáciách betónových konštrukcií a na prípravu povrchov pred nanášaním krycích materiálov. Veľký potenciál má PWJ aj pri čistení a odstraňovaní povrchových vrstiev a nánosov, napríklad v lodeniciach na čistenie trupov lodí alebo v potravinárskom priemysle. Pulzujúci prúd môže byť použitý aj na plošnú úpravu povrchu okrasného kameňa, pretože dokáže povrch kameňa zdrsniť a zároveň zachovať jeho estetické vlastnosti [14].
MATERIÁL A METÓDY PRÁCE
Experimentálny materiál
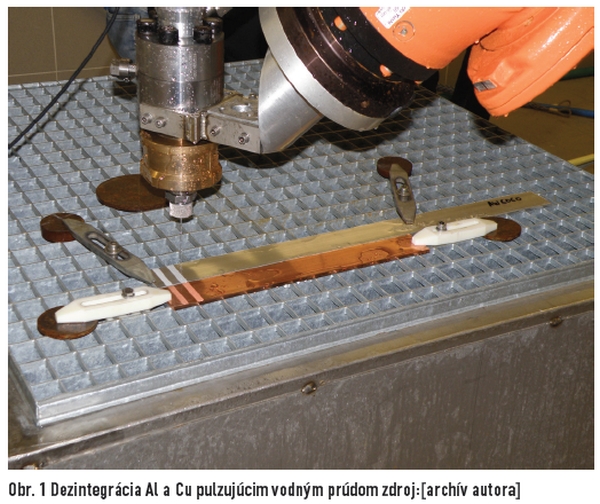
Prvým experimentálnym materiálom bola vzorka hliníka s označením EN AW 6060 (AlMgSi0,5) (obr. 2). Ide o dobre tvárny (pri teplote 450 – 500 °C) a leštiteľný kov, odolný voči korózii, schopný elektrolytickej oxidácie a vhodný na zváranie. Používa sa pri súčastiach so strednou pevnosťou, pracujúcich pri teplote 50 až -70 °C, pri výrobe lietadiel, vozidiel, v stavebníctve, potravinárstve a pre jemnú mechaniku (kabíny lietadiel a vrtuľníkov, krytiny, rámy dverí, nábytok, nitované mosty, mostové žeriavy, stožiare) [18], [19].
Druhým experimentálnym materiálom bola meď s označením EN 12165 (CuETP alebo ECu-57), ktorá patrí do skupiny elektrovodných medí. Môže byť opracovávaná za studena aj za tepla (750 °C – 875 °C). Je charakterizovaná vysokou konduktivitou, relatívne vysokou odolnosťou voči erózii a má vysoký teplotný koeficient. Používa sa pre elektrické a elektronické aplikácie, štandardne pri výrobe termočlánkov, kompenzačných káblov a bimetalových výhrevných článkov [20].
Experimentálne podmienky
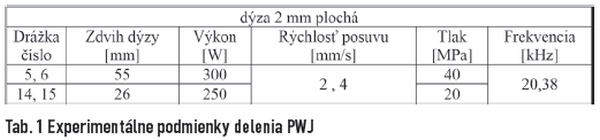
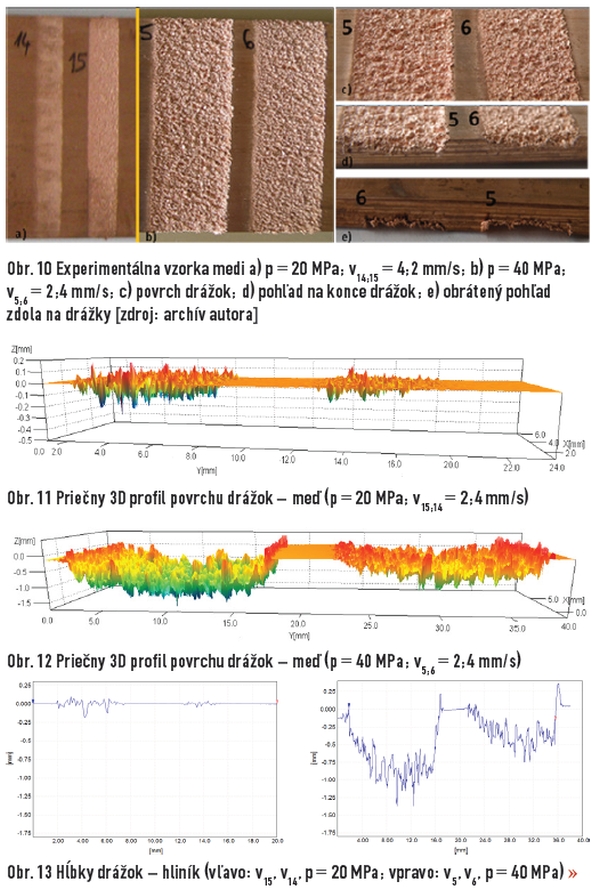
Pri dezintegrácii pulzujúcim vodným prúdom (obr. 1) sa technologická zostava skladala z hydraulického vysokotlakového čerpadla Hammelmann HDP 253 (max. prevádzkový tlak 160 MPa, maximálny prietok 67 l.min-1) a robota ABB IRB 6640 – 180//2.55 na manipuláciu s deliacou hlavou. Pulzácie boli generované ultrazvukovým zariadením Ecoson WJ-UG_630-40. Vysokotlaková voda bola privádzaná do akustického generátora tlakových pulzácií cez plochú dýzu s ekvivalentným priemerom 2 mm. Dezintegrácia Al (obr. 2) a Cu (obr. 10) bola uskutočnená za podmienok uvedených v tab. 1. Povrch dezintegrovaných drážok bol vyhodnocovaný optickým profilometrom MicroProf FRT a dáta boli následne exportované do programu SPIP 6.2.6, kde boli vygenerované 3D profily priečneho a pozdĺžneho prierezu dezintegrovaných drážok (obr. 4 – 10 a obr. 12 – 18).
 |
 |
VÝSLEDKY A DISKUSIA
Hlavným cieľom experimentálneho skúmania bolo porovnanie objemového materiálového úberu Al (obr. 2) a Cu (obr. 10) pri meniacich sa technologických podmienkach (tab. 1). Zmenovými faktormi boli tlak čerpadla, zdvih dýzy a rýchlosť posuvu.
Hliník
Objemový úber Al (obr. 2) bol pri jednotlivých drážkach nasledujúci:
Tlak 20 MPa (obr. 3): v14 = 4 mm/s → objemový úber 3,88 mm3
v15 = 2 mm/s → objemový úber 39,7 mm3
Tlak 40 MPa (obr. 4): v5 = 2 mm/s → objemový úber 696,5 mm3
v6 = 4 mm/s → objemový úber 390,5 mm3
Najväčšia hĺbka drážky bola pri v5 = 2 mm/s a p = 40 MPa: – 1,77 mm (obr. 5 vpravo, obr. 4 profil vľavo). Z tohto zistenia vyplýva, že so zvyšujúcim tlakom a znižujúcou sa rýchlosťou posuvu stúpa objemový a hĺbkový úber Al.

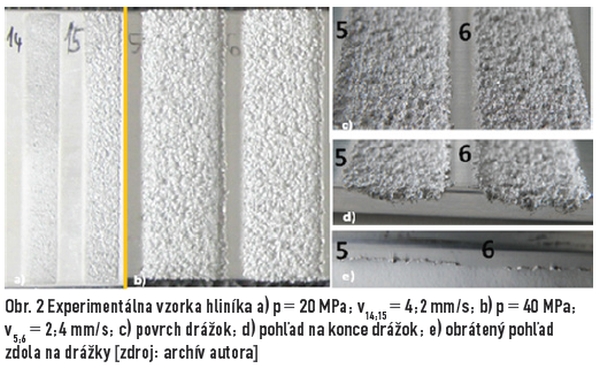
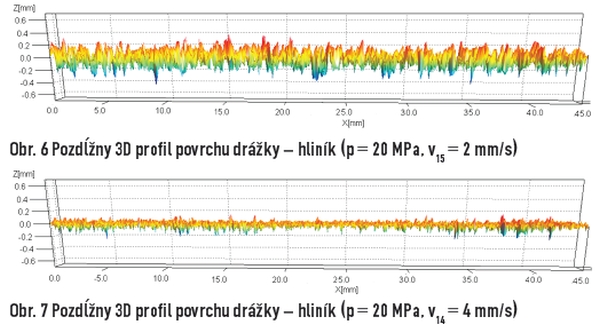
Na obr. 7 – 10 sa nachádzajú 3D profily pozdĺžneho rezu celou dĺžkou drážky pri zvolených technologických podmienkach (tab. 1). Tmavá modrá farba znamená najväčšiu hĺbku drážky, červená najmenšiu.
 |
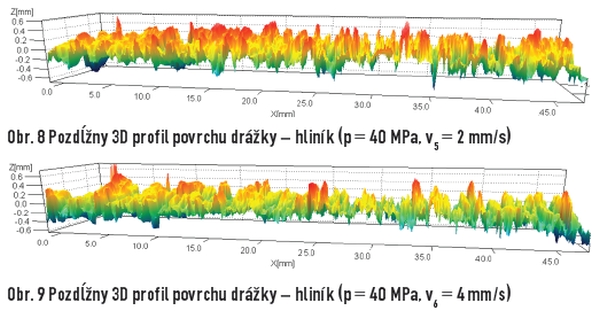 |
Pri pozdĺžnom reze celou vzorkou (obr. 6 – 10) je možné vidieť, že dezintegrovaný povrch má ustálený priebeh. Najvýraznejšie zdrsnenie plochy nastalo pri dezintegrácii tlakom 40 MPa a rýchlosti posuvu 2 a 4 mm/s (obr. 8 a 10). Najmenej zdrsnený a hĺbkovo dezintegrovaný povrch je pri drážke č. 14 (p = 20 MPa, v14 = 4 mm/s) (obr. 7).
Meď
Objemový úber Cu (obr. 10) bol nasledujúci:
Tlak 20 MPa: v14 = 4 mm/s → objemový úber 0,2 mm3
v15 = 2 mm/s → objemový úber 8,6 mm3
Tlak 40 MPa: v5 = 2 mm/s → objemový úber 404,4 mm3
v6 = 4 mm/s → objemový úber 163,5 mm3
Najväčšia hĺbka drážky bola pri v5 = 2 mm/s a p = 40 MPa: – 1,38 mm (obr. 13 vpravo). Z tohto zistenia vyplýva, že so zvyšujúcim tlakom a znižujúcou sa rýchlosťou posuvu stúpa objemový a hĺbkový úber medi. V porovnaní s Al je však nižší, pretože Cu má vyššiu tvrdosť (Cu – 85 HB, Al – 60 HB).
Na obrázkoch (obr. 14 – 17) sú znázornené 3D profily pozdĺžneho rezu celou dĺžkou drážky pri technologických podmienkach uvedených v tab. 1.
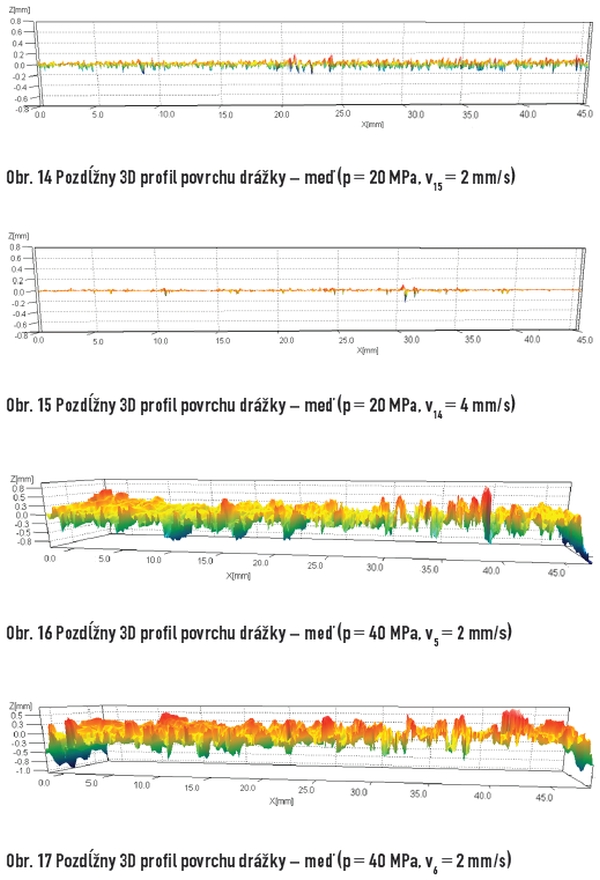
Najvýraznejšie zdrsnenie plochy Cu drážky nastalo pri dezintegrácii p = 40 MPa a v5 a v6 = 2 a 4 mm/s (obr. 16 a 17) podobne ako pri vzorke z Al. Pri drážke č. 14 (obr. 10 a); p = 20 MPa, v5 = 4 mm/s) je drážka v materiáli okom viditeľná, ale drsnosť a hĺbka vytvoreného povrchu je minimálna (obr. 13 vľavo, obr. 15).
Z popisovaných experimentov dezintegrácie Al a Cu pri technologických podmienkach uvedených v tab. 1 vyplýva rovnaký záver. S nižšou rýchlosťou posuvu, vyšším tlakom a vyšším zdvihom dýzy dochádza k väčšiemu zdrsneniu povrchu a väčšiemu objemovému i hĺbkovému úberu materiálu. Pri dezintegrácii nižšou rýchlosťou posuvu a nižším tlakom má drážka ustálenejší priebeh a dochádza k menšiemu zdrsneniu povrchu (obr. 7). Pri porovnaní hĺbkového a hmotnostného odstraňovania materiálu je úber pri vzorke Cu nižší ako pri Al, čo je spôsobené vyššou tvrdosťou Cu.
Ako je možné vidieť na obr. 3 a obr. 4, dochádza pri PWJ delení k vytláčaniu materiálu nad úroveň okrajov drážok. Tento jav je viditeľný aj v grafoch na obr. 5 a obr. 13, kde je vytlačenie materiálu zobrazené pri priebehu nad nulovou hodnotou. Vytlačenie materiálu sa objavilo aj pri koncovom dojazde prúdu pri oboch vzorkách (obr. 2d), e); obr. 10d), e)).
Pri porovnaní s experimentálnym skúmaním autora Foldynu [7], ktorý sa zaoberal dezintegráciou vzoriek hliníka, medi, sivej liatiny a ocele s použitím kruhovej dýzy, je možné dospieť k rovnakému záveru. Pri dezintegrácii Al a Cu, pri použití plochej dýzy, sa hĺbkový a objemový úber materiálu znižuje so zvyšujúcou sa hodnotou rýchlosti posuvu. Tvar a povrch dezintegrovaných drážok je však odlišný. Použitiu plochej dýzy pri dezintegrácii Al sa venoval Klich [15] [16]. V experimentoch skúmal účinky PWJ na zdrsňovanie povrchov predpripravených jemným a hrubým frézovaním, hobľovaním a valcovaním. Najlepšie dezintegračné účinky dosiahol pri valcovaných vzorkách. Výskum popisovaný v tomto článku priamo nadväzuje na tieto výsledky a je pokračovaním výskumu účinkov PWJ na odstraňovanie materiálu pri rôznych technologických podmienkach.
ZÁVER
Problematika PWJ obrábania je spojená s veľkým množstvom čiastkových problémov, pôsobiacich faktorov a vplyvov. Cieľom výskumu bolo experimentálne skúmanie dezintegrácie Al a Cu pulzujúcim vodným prúdom pri meniacom sa tlaku, zdvihu dýzy a rýchlosti posuvu. Výsledkom výskumu je zistenie, že k najväčšiemu úberu a zdrsneniu povrchu s použitím plochej dýzy dochádza pri vyššom tlaku a nižšej rýchlosti posuvu v oboch kovových vzorkách. Keďže oblasť možnosti skúmania dezintegrácie PWJ je rozsiahla, v budúcnosti sú plánované ďalšie experimentálne skúmania zamerané na zmenu a rôzne kombinácie faktorov, ovplyvňujúcich dezintegráciu materiálu. V tejto oblasti sa vyskytujú rozsiahle možnosti zmien vstupných faktorov, ako priemer dýzy, amplitúda výchylky budiča, typ dýzy, tlak, zdvih, rýchlosť posuvu, frekvencia a samozrejmosťou je aj možnosť zmeny typu materiálu.
POĎAKOVANIE
Táto práca je podporovaná slovenskou agentúrou pre výskum a vývoj na základe zmluvy č. APVV-207-12. Článok bol vypracovaný v rámci projektu ICT CZ.1.05/2.1.00/03.0082 (Institut čistých technologií těžby a užití energetických surovin) financovaný Európskou úniou a z prostriedkov štátneho rozpočtu prostredníctvom Ministerstva školstva, mládeže a telovýchovy. Článok vznikol s podporou na dlhodobý koncepčný rozvoj výskumnej organizácie RVO:68145535.
TEXT/FOTO DOMINIKA LEHOCKÁ, TECHNICKÁ UNIVERZITA V KOŠICIACH, FAKULTA VÝROBNÝCH TECHNOLÓGIÍ V PREŠOVE A KOLEKTÍV
Ďalší spoluautori:
Jiří Klich2, Josef Foldyna2, Sergej Hloch1,2, Michal Zeleňák2, Ján Cárach1, Andrej Andrej 1
1 Technická univerzita v Košiciach, Fakulta výrobných technológií v Prešove
2 Ústav geoniky, AV ČR, v. v. i., Studentská 1768, Ostrava – Poruba
Literatúra
[1] PUCHALA, R. J.; VIJAY, M. M.: Study of an ultrasonically generated cavitating or interupted jet: Aspect of design In: Proceedings of the 7th International Symposium on Jet Cutting Technology. Cranfield, Badford, Anglicko: BHRA, 1984, s. 69 – 82.
[2] VIJAY, M. M.: Ultrasonically generated cavitating or interrupted jet, 1992. U. S. Patent No. 5, 154, 347.
[3] VIJAY, M. M.; FOLDYNA, J.: Ultrasonically Modulated Pulsed Jets: Basic Study. In: Proceeding of the 12th International Conference on Jet Cutting Technology. Rouen, Francúzsko, 1994.
[4] VIJAY, M. M.; FOLDYNA, J.; REMISZ, J.: Ultrasonic Modulation of High-Speed Water Jets. In. Geomechanics 93 (Proceedings of the International Conference Geomechanics 93, Hradec/Ostrava/Česká republika/28 – 30 September 1993). Rotterdam, Holandsko: Editor A. A. Balkema Publisher, 1994a, s. 327 – 332.
[5] VIJAY, M. M.; REMISZ, J.; FOLDYNA, J.; GRATTAN-BELLEW, P. E.: Preweakening of Hard Rocks with Ultrasonically Modulated High Speed Pulsed Jets. In. Preceedings of the 12th International Conference on Jet Cutting Technology. Rouen, Francúzsko, 1994b.
[6] FOLDYNA, J.; SITEK, L.; SVEHLA, B.; SVEHLA, S.: Utilization of ultrasound to enhance high-speed water jet effects. In: Ultrasonics Sonochemistry, roč. 11, 2004, č. 3 – 4, s. 131 – 137.
[7] FOLDYNA, J.: Ultrazvuková modulace vysokorychlostních vodních paprsků. Dizertačná práca. Ostrava: Akademie věd České republiky Ústav geoniky Ostrava, 1996. 67 s.
[8] FOLDYNA, J.; ŠVEHLA, B.: Method of generation of pressure pulsations and apparatus for implementation of this method, 2008 Czech patent, No 299 412
[9] FOLDYNA, J.; et al.: Effects of pulsating water jet impact on aluminium surface. In: Journal of Material Processing Technology, 2009, 209, 6 175 – 6 180.
[10] FOLDYNA, J.; ŘÍHA, Z.; SITEK, L.; ŠVEHLA, B.: Simulace přenosu tlakových pulsací vysokotlakým systémem. In: Sborník Konference ANSYSYS 2007. Část I. - CFD/FSI. Praha - Průhonice: TechSoft Engineering, spol. s r. o., Praha, 2007. s. 157 – 163. ISBN 978-80-239-9450-6.
[11] FOLDYNA, J.: Use of Acoustic Waves for Pulsating Water Jet Generation [online]. 2011. [cit. 2014-03-05]. Dostupné na internete: .
[12] FOLDYNA, J.; SITEK, L.; HABAN, V.: Acoustic wave propagation in high-pressure system In: Ultrasonics. 2006, č. 44, s. E 1 457 – E 1 460.
[13] FOLDYNA, J.; et al.: Erosion of metals by pulsating water jet. In: Technical Gazette, roč. 2, 2012, č. 19, s. 381 – 386. ISSN 1330-3651.
[14] FOLDYNA, J.: Pulzující vodní paprsek – technologie budoucnosti? [online]. Vesmír, spol. s. r. o., 2013. [cit. 2014-05-05]. Dostupné na internete: :.
[15] KLICH, J.: Účinky pulzijíciho vodního paprsku na materiál s různě modifikovaným povrchem. In: Ph.D. Workshop 2013 Proceedings. Ostrava: Ústav geoniky AV ČR, v. v. i., 2013, s. 11.
[16] KLICH, J.; KLICHOVÁ, D.; HLAVÁČEK, P.: Effects of pulsating water jet on materials with variously modifed surface. In: Sitek, L.; et al.: Water Jet 2013 – Research, Development, Applications. Ostrava: Ústav geoniky AV ČR, v. v. i., 2013, s. 103 – 110.
[17] SITEK, L.; FOLDYNA, J.; ŠVEHLA, B.: Vodní parpsek ve strojúrenství. Strojárstvo, roč. 8, 2004, č. 5, s. 100 – 101. ISSN 1335-2938.
[18] PROAL: Hliník AlMgSi – ČSN 424401 [online]. 2009. [cit. 2014-04-08]. Dostupné na internete:.
[19] Atlas struktur: Stručná charakteristika hlníku a jeho slitin [online]. [cit. 2014-04-08]. Dostupné na internete:.
[20] Isabellenhüte Heusler GmbH & Co: E-COOPER [online]. [cit. 2014-04-08]. Dostupné na internete:.











