





 Rozvojom výroby syntetických vlákien ako náhrady za tradične vlákna dochádzalo aj k vývoju nových produktov, ktoré pri spojení s miniaturizáciou produktov z oblasti elektrotechniky a IT techniky viedli k vzniku inteligentných tkanín.
Rozvojom výroby syntetických vlákien ako náhrady za tradične vlákna dochádzalo aj k vývoju nových produktov, ktoré pri spojení s miniaturizáciou produktov z oblasti elektrotechniky a IT techniky viedli k vzniku inteligentných tkanín.
Inteligentné textílie
Inteligentné textílie sú v princípe výrobky spojujúce bežné textílie s elektronickými prvkami. Sú to textílie, ktoré dokážu reagovať na vonkajšie podnety. Môžu byt pasívne, to znamená, že majú funkciu senzorov, zachytávajú podnety, ale ich nevyhodnocujú. Ďalej aktívne, keď na základe podnetu vyvolajú jednoduchú reakciu, a potom sú to super inteligentné textile, ktoré majú v sebe integrovanú vyhodnocovaciu jednotku.
 |
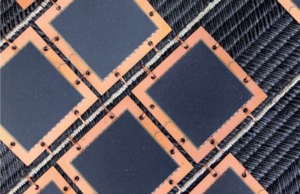
| Obr. 1: Príklad textílie s integrovanými fotovoltaickými článkami [1] |
Samozrejme, všetky tieto textílie majú jedno spoločné – vodivé prvky v nich obsiahnuté. Sú to zvyčajne vodivé vlákna vo forme jemných drôtov, vodivých polymérov, optických vlákien, ktoré sú vtkané do textílie. V prípade použitia kovových drôtov sú tieto pokrývane skleneným vláknom v hrúbke 10 mikrometrov. Drôty sú zvyčajne z medi, striebra pripadne CrNi materiálov.
 vlákna [2]") |
| Obr. 2: Princíp tvorby vodivého vlákna z textilného a vodivého (červeného) vlákna [2] |
Aby textília plnila svoj účel musia sa vodivé cesty spájať. Tieto spojenia musia umožniť prenos elektrického prúdu alebo signálu. Medzi dôležité parametre spojov patrí elektrická vodivosť, prúdová hustota a spoľahlivosť a životnosť. Okrem týchto parametrov treba pri výrobe spojov splniť aj ďalšie kritéria. Medzi ne patrí technologická vykonateľnosť spoja, ekologická akceptovateľnosť, zachovanie integrity preneseného signálu, vykazovanie minimálnych strát, splnenie požiadaviek na indukčnosť, kapacitu, odtienenie a mechanické vlastnosti.
Spoje sa vytvárajú mechanicky alebo metalurgicky. Pri metalurgických spôsoboch sa využíva spájkovanie cínovou spájkou a zváranie elektrickým odporom.
Zváranie vodičov v inteligentných textíliách
Pri zváraní elektrickým odporom možno použiť klasické zváranie medzi dvoma mikroelektródami ktoré sú vzhľadom na typ zváraných materiálov vyrobené z molybdénu, alebo použiť tepelno-kompresné zváranie.
Zváranie pomocou tepelnej kompresie používa DC zvárací systém s tepelnou kompresnou elektródou. Tieto elektródy majú veľmi jemný hrot, v ktorom sú metalicky spojené. Táto špička je špeciálne navrhnutá na zahrievanie a prenos tepla na zváranú súčiastku. Tlak pôsobí smerom dolu na spoj a ako energia prechádza cez TCB elektródu, špička elektródy sa zahrieva a s aplikovaným tlakom vytvára zvar.
Teplo počas prúdovej špičky roztaví kov cez povlak drôtu a vytvorí kovový spoj. Špeciálne volfrámové TCB elektródy na tento spôsob zvárania sú dostupné v uvedených rozmeroch. Elektróda TCB-SL je špeciálne upravená tak, aby zvarila drôt k podkladu a zároveň odstrihla nepotrebný koniec drôtu.
 |
| Obr. 3: TCB elektródy [3] |
 |
| Obr. 4: Molybdénové a strieborné mikroelektródy na zváranie pomocou dvoch paralelných elektród |
Použité zváracie zariadenie
Na zváranie jednotlivých typov textílií sme zvolili zvárací zdroj Linear DC. Výrobcom je firma Sunstone Welders Inc. Ide o precízny odporový zvárací zdroj s mikrozváraciou hlavou MH 3000, ktorá je štandardne vybavená mikroskopom.
Zváracie zdroje Linear DC majú schopnosť ovládať zvarový prúd pri veľmi nízkych úrovniach s dostatočnou presnosťou a opakovateľnosťou. Zváracie zdroje s jednosmerným zváracím prúdom sú vhodné na aplikácie, kde potrebujeme nastaviť a monitorovať celý priebeh zváracích parametrov.
Zdroj Linear DC je špeciálne vyvinutý zdroj na aplikácie mikrobodovania. Poskytuje širší rozsah nastavenia parametrov ako bežný DC zdroj. Je vybavený 10“ dotykovým displejom, na ktorom možno detailne nastavovať priebeh zváracích parametrov. Zdroj Linear DC umožňuje nastaviť zvárací prúd v rozsahu 10-4 000 A. Čas zvárania sa môže pohybovať od 0,1 do 1 000 milisekúnd a je nastaviteľný v krokoch po 0,01 ms. Okrem nastavenia prúdu, napätia alebo výkonu, možno nastaviť čas svahovania prúdu a čas pôsobenia tlaku elektród pred i po zváraní.
Zdroj Lineár DC je oproti klasickým DC zdrojom vybavený funkciou vysokofrekvenčného premiešania kovu. Tato funkcia poskytuje dodatočnú energiu vnesenú do zvaru a tým vyššiu penetráciu zvaru, rovnomernejšiu kovovú kryštalizáciu, pevnejšie zvary a môže uľahčiť vytvorenie pevnejších zvarové spojov s nižším celkovým príkonom tepla. Frekvenciu vysokofrekvenčných pulzov možno samostatne nastaviť. Zdroj po vykonaní zvárania zobrazí okrem skutočných parametrov aj nameranú hodnotu prechodového odporu v mΩ.
 |
| Obr. 5: Predný panel zdroja [3] |
Tiež je možné navoliť zváranie s jedným impulzom. Používa sa na kovovo čisté dielce alebo s dvoma impulzmi na zaoxidovane dielce, keď prvým impulzom dochádza k predhriatiu zváranej súčiastky a odstráneniu oxidov. Zdroj umožňuje naprogramovať cely priebeh zvaru a tento potom uložiť do pamäte na opätovne použitie. Súčasťou zváracej zostavy je zváracia hlava MWH3000.
 |
| Obr. 6: Zvárací zdroj Linear DC so zváracou hlavou MWH3000 [3] |
Zváracia hlava sa ovláda pomocou mechanického ťahového pedála, čo umožňuje precízne nastaviť potrebný tlak. Tlak sa dá nastaviť od 350 – 3 000 gramov. Hlavy poskytujú svojou konštrukciou presnosť a opakovateľnosť zhotovovania spojov. Zváracie hlavy s nízkou silou MWH3000 obsahujú mikroskop, ktorý je namontovaný na kĺbovom ramene a má zväčšenie 5x zoom.
 |
| Obr. 7: Odporovo zváraný kontakt na vyšité vodivé ploche realizované pomocou hybridnej šijacej nite s Cu/Ag mikro drôtikmi [4] |
 |
| Obr. 8: Snímka z IR kamery na spoj – kvalitný spoj, žiadny hotspot v mieste zvaru [4] |
|
| Obr. 9: Odporovo zváraný kontakt na Ag ploche vytlačenej pomocou sieťotlače na polyesterovom substráte [4] |
Zoznam literatúry
[ 1 ] Solar Handbag – Kabelka, ktorá vám dobije mobil 2013, 12.3.2013
Dostupné z: www.happymaterials.com /imgs/articles/262
[2] Prevzaté z: www.textileworld.com/textile-world/features/2010/04/e-textiles-for-wearability-review-of-integration-technologies/
[3] Prospekt Linear DC Sunstome Engineering Inc.
[4] Materiál poskytnutý Ing. Jan Řeboun, Ph.D., Západočeská Univerzita, Plzeň
[5] Archívne snímky firmy PROFI-WELD, s. r. o.
TEXT/FOTO Miroslav PAVLÍK, PROFI-WELD, s. r. o., Bratislava
Odborný príspevok recenzoval: doc. Ing. Ondrej HÍREŠ, CSc.; Dubnica nad Váhom, Ing. Renáta KOZMOVÁ; Messer Tatragas, spol. s r. o., Bratislava











