





 V súčasnosti sa čoraz širšie používajú kryogénne tlakové zásobníky na skvapalnené plyny, najmä na zemný plyn LNG a najnovšie i na vodík. Ich výhodou je, že uložený plyn v kvapalnom stave má napríklad v LNG až 600-krát menší objem, ako v plynnom stave.
V súčasnosti sa čoraz širšie používajú kryogénne tlakové zásobníky na skvapalnené plyny, najmä na zemný plyn LNG a najnovšie i na vodík. Ich výhodou je, že uložený plyn v kvapalnom stave má napríklad v LNG až 600-krát menší objem, ako v plynnom stave.
Ich výroba je však náročná, nakoľko zásobníky musia uchovávať plyn v kvapalnom stave pri nízkych teplotách – napríklad LNG pri -162 °C, argón pri -186 °C, O2 pri -183 °C, N2 pri -196 °C. Zvlášť náročná je výroba kryogénnych nádob na skvapalnený vodík – plyn budúcnosti v automobilovom priemysle, kde sublimačná teplota je -253 °C. Na výrobu kryogénnych tlakových nádob sa v súčasnosti široko používajú austenitické ocele typu 19 % Cr, 9 % Ni.
Tieto ocele sú však metastabilné a pri práci pri teplotách pod -196 °C dochádza k ich čiastočnej degradácii vznikom podielu v martenzitickej a karbidickej fáze v austenitickej matrici. Preto pre nádoby pracujúce pri teplotách nižších ako -196 °C, normy EN13455, EN13458, AD2000 Merkblatt, ASME Code majú sprísnené požiadavky na základný materiál a zvarový kov, na ich krehkolomové vlastnosti pri teplotách blízkych absolútnej nule (-272 °C), s určitým podielom deltaferitu na zabránenie vzniku solidifikačných trhlín. V súčasnosti Spoločnosť Auguste Cryogenics Slovakia, ako jedna z mála spoločnosti v EÚ, vyrába obriu kryogénnu tlakovú nádobu na tekutý vodík (H2) s obsahom 255 tisíc litrov.
Experimentálna časť práce
Na výrobu kryogénnej tlakovej nádoby na H2 sa zvolila podľa EN 13455 a EN 13458 austenitická CrNi oceľ so zvýšeným obsahom Ni s označením X2CrNi19-11 podľa EN 10028-7 (W1.4306).
Pre danú oceľ sa navrhla technológia zvárania hybridnou plazmou (15+141) a na porovnanie aj strojové zváranie pod tavivom (121). Prídavný materiál sa použil podľa noriem typ 308L.
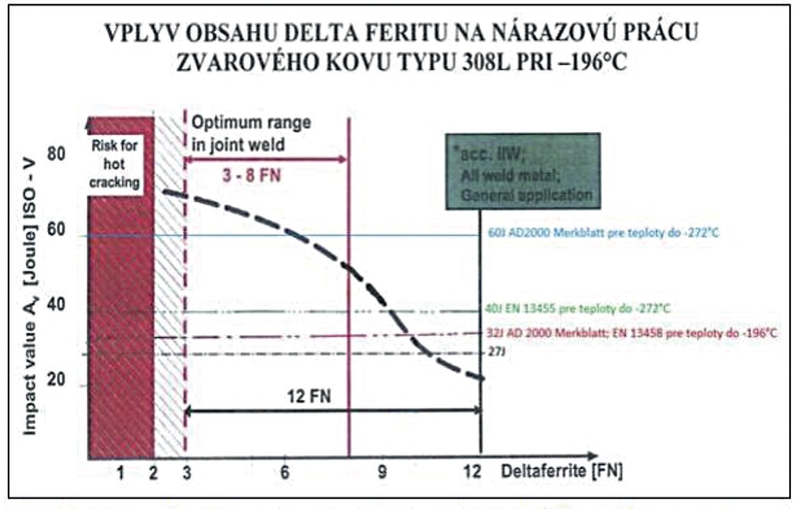 |
| Obr. 1: Vplyv obsahu delta feritu na nárazovú prácu zvarového kovu 308L pri teplote -196 °C |
Na obr. 1 je vidieť vplyv delta feritu na nárazovú prácu zvarového kovu 308L pri teplote -196 °C. Ďalej i požiadavky na jej hodnoty, podľa jedn. noriem. Pre teploty pôsobiace pri teplotách blízkych absolútnej nule (-272 °C), sa skúšky vykonávajú na v tekutom dusíku podchladených vzorkách pri -196 °C, ale so zvýšenými požiadavkami rázovej energie z 32 J na 40, resp. 60 J. ASME Code požaduje hodnoty LE (ISO148-1), namerané z teliesok vruboviek, ktoré udávajú odolnosť voči krehkému porušeniu nádoby pri trojosovom stave napätosti (hodnota min. 0,53 mm).
Zvolené podmienky zvárania
Základný materiál: W.1.4306 hrúbky 8,0 mm
Prídavný materiál:
Plazma (key-hole systém) bez prídavného materiálu
TIG strojový – drôt OK Autrod 308LSi Ø 1,2 mm
SAW drôt – OK Autrod 308L Ø 2,4 mm
tavivo – OK Flux 10.93 fy ESAB
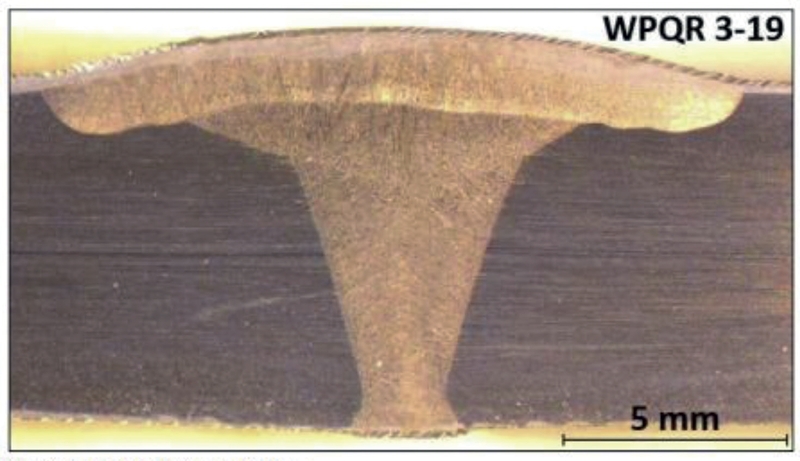 |
| Obr. 2: Makro hybridná plazma |
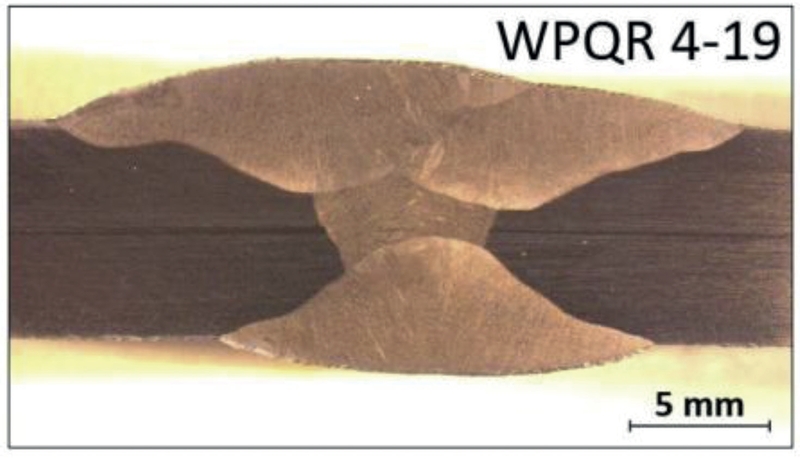 |
| Obr. 3: Makro SAW (4 vrstvy) |
Záver
Vysoko náročné zvarové spoje pre ultranízke teploty blízke absolútnej nule, sa úspešne riešia modernými zváracími metódami, ako bolo dokumentované vykonanými skúškami. Hybridná plazma, pracujúca systémom key-hole z dôvodu vysokej čistoty zvarového kovu bezpečne spĺňa podmienky výrobkových noriem.
TEXT/FOTO doc. Ing. Milan ČOMAJ, CSc., EWE/IWE, Auguste Cryogenics Slovakia
Odborný príspevok recenzovali:
Ing. Viera MARKÉSOVÁ, Stavcert Praha, s. r. o.
Ing. Jozef ZOHN, PhD., ASKOZVAR, s. r. o., Košice











