





 Těsnost přírubového spoje ovlivňuje mnoho faktorů. Jeden z podstatných vlivů na výslednou těsnost přírubového spoje má typ mazacího přípravku a způsob mazání použitého spojovacího materiálu.
Těsnost přírubového spoje ovlivňuje mnoho faktorů. Jeden z podstatných vlivů na výslednou těsnost přírubového spoje má typ mazacího přípravku a způsob mazání použitého spojovacího materiálu.
Aby přírubový spoj bezpečně těsnil, je třeba ve výpočtech pokud možno zohlednit všechny vlivy a také všechny zúčastněné komponenty spoje. Tedy přírubu, spojovací materiál a těsnění.
Skutečnosti uvedené v tomto článku vycházejí z našich rozsáhlých měření, testování a ověřování si reálných vlastností maziv, jejich vlivu na těsnost přírubových spojů, které vyžaduje naše praxe.
Třída těsnosti – průkaz těsnosti – měrný tlak na těsnění
Výsledný utahovací moment je výsledkem složitého algoritmu, který zohledňuje všechny požadované provozní a technické parametry zařízení.
Nedílnou součástí výpočtu jsou parametry materiálu přírub, spojovacího materiálu a charakteristické hodnoty navrženého materiálu těsnění. Jde o výpočet podle EN 1591-1 s průkazem těsnosti.
Aby těsnění správně a bezpečně těsnilo v celém průběhu provozních parametrů podle požadované třídy těsnosti, musí být po celém svém obvodu rovnoměrně stlačeno vypočítaným měrným tlakem. Měrný tlak nesmí poklesnout pod minimální hodnotu Qmin – kdyby těsnění bylo odlehčeno natolik, že nebude již bezpečně těsnit. Stejně tak nesmí překročit Q max – aby se nerozdrtilo.
Utahovací moment – tření – síla ve šroubu – měrný tlak
Měrný tlak na těsnění je vyvozen stlačením přírub k sobě. Stlačení přírub je dosaženo předpětím – silou ve šroubech, která je vyvozena utažením spojovacího materiálu na předepsaný utahovací moment. Závislost mezi utahovacím momentem a jím vyvozenou silou (předpětím) ve spojovacím materiálu je ovlivněno třením.
Součinitel tření a typ maziva je nedílnou součástí výpočtu utahovacích momentů. Každý, kdo utahuje přírubové spoje na předepsaný utahovací moment, pak musí použít mazivo s odpovídajícím součinitelem tření použitým ve výpočtech.
Mazat/nemazat – závit šroubu – matice – podložka
V případě, že není použito žádné mazivo, nebo jen olej, se při utahování přenese pouze 7-10 % požadované síly z vypočteného utahovacího momentu. Více jak 90 % energie z utahovacího momentu se změní na teplo vlivem obrovského tření.
 |
| Obr. 1: Spoje bez maziva – poměr ztrát tření |
Velmi důležité je ošetřit mazivem jak vlastní závity spojovacího materiálu, tak i podložky a čela matic. Z našich rozsáhlých měření a praxe vyplývá, že největší zatížení přenáší první 3-4 závity šroubu. Tato síla pak způsobuje extrémní namáhání maziv na tlak. Vlivem vzájemného tření mezi závity šroubu a matice dojde k vytlačování maziva. Ke stejnému jevu dochází i mezi podložkou a čelem matice.
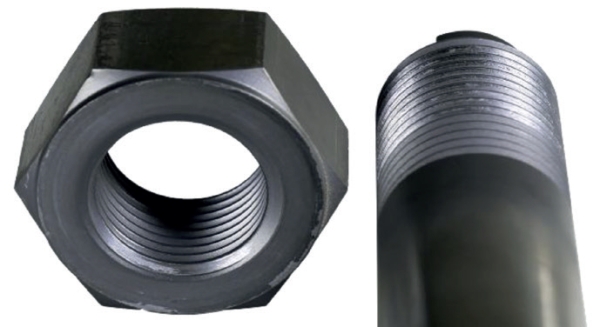
 |
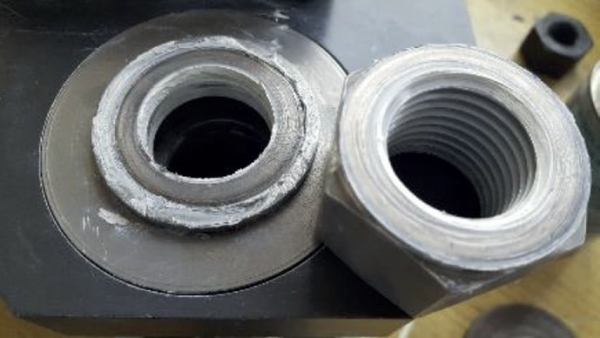
| Obr. 2: Spoj bez podložky a s podložkou |
Nedílnou součástí každého spoje musí být podložky (ne vějířové) a s tím souvisí i důležitost mazání podložek a čela matic.
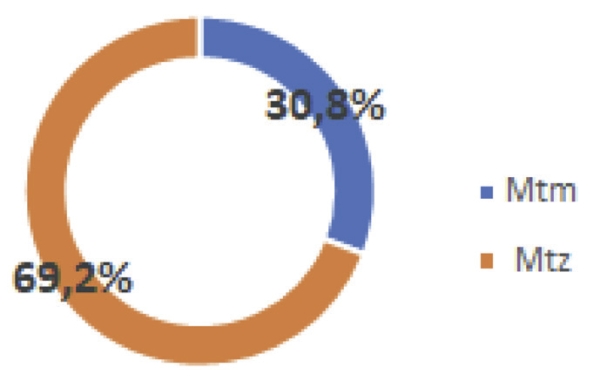
Význam použití podložek vyplývá z poměru ztrát tření v závitu a pod hlavou šroubu.
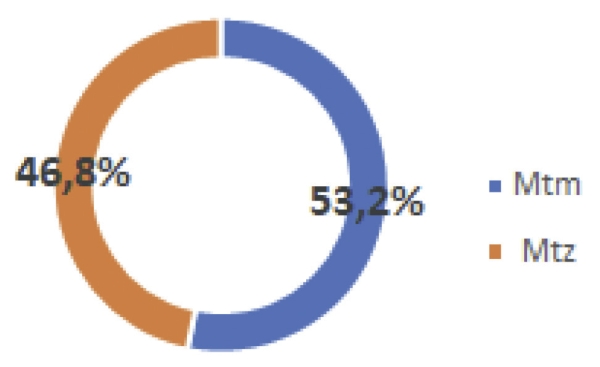 |
| Obr. 3: Podíl tření pod maticí (hlavou) Mtm a v závitu Mtz na celkovém utahovacím momentu. |
Pozn.: Vějířové podložky jsou z pohledu přenosu sil při utahování naprosto nevhodné. Mnohonásobně zvyšují tření a nekontrolovaně zhoršují přenos sil.
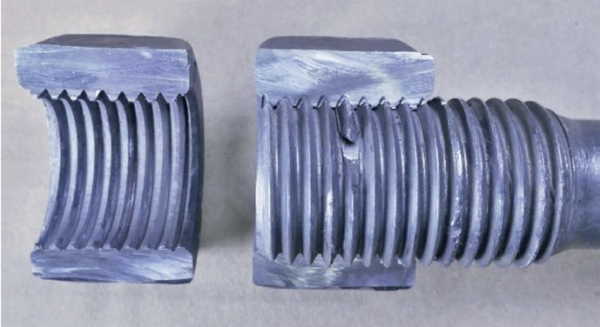
Prostřižení mazacího filmu – zhoršení součinitele tření
Není-li mazivo pevně ukotveno do povrchu závitu, dochází k prostřižení mazacího filmu. Působením smykového tření pak následně ke kontaktu kov na kov (matice-šroub). Čím je materiál šroubu tvrdší a hladší, tím rychleji se vymáčkne volně nanesené mazivo na závitech. Stejný efekt se projeví i u maziv ve spreji vytvrzených na vzduchu. Bez kotvící vrstvy se volně nanesené mazivo nemá jak udržet na povrchu závitu. Vlivem tlaku mezi závity během utahování se mazací film prostřihne a sedře až na základní kov.
 |
 |
| Obr. 4: Vytlačené mazivo - a) – pasta; b) – kluzný lak ve spreji |
Tím pádem se zhorší přenos požadované síly ve šroubu, který následně ovlivní i velikost měrného tlaku vyvozeného na těsnění. V důsledku toho je těsnění rovnoměrně stlačeno po celém svém obvodu. V případě kritických spojů to může mít za následek netěsnost.
Volně nanesené mazivo (pasta, kluzný lak ve spreji vytvrzený na vzduchu) na závit, neumožňuje (bez přimazání) opakovatelnost utahování s původně uvažovaným součinitelem tření. Při opětovném utahování se zhorší součinitel tření až o 30-50 %. S nárůstem momentu se síla (přepětí ve šroubu) již adekvátně nezvyšuje. Z výše uvedeného vyplývá, že zhoršený součinitel tření již nezaručí při zvednutí utahovacího momentu požadované zvýšení předpětí ve šroubu.
Vliv teploty na mazivo
Mazací pasty obvykle používají jako pojivo materiály (tuky) reálně odolné teplotám maximálně do cca 450 °C. Pro tuky se již jedná o hraniční teploty, kdy může docházet k jejich vysušení. V místech závitu zůstanou při těchto teplotách většinou jen mazací částice v podobě prášku.
 |
| Obr. 5: Mazací pasta po teplotě 600 °C |
Kombinace vysoké teploty, v jeho důsledku i tepelné roztažnosti a s kombinací prostřižení mazacího filmu má obvykle za následek zadření – vzájemné propojení materiálů (kdy sroste) šroubu a matice. Mazivo vysušené na prášek již nemá mazací schopnosti. Že je šroub zadřený, zjistí obsluha v okamžiku, kdy nemůže spojovací materiál povolit.
 |
| Obr. 6: Zadřený šroub (mazaný pastou, teplota kolem 600 °C) |
Mazivo trvale ukotvené do povrchu závitu
Jediným způsobem, jak trvale udržet mazivo v závitech, je jeho trvalé ukotvení do povrchu spojovacího materiálu. Této technologii nanášení se říká za vypalovaný kluzný lak.
Například Power torque LF kote 450 je speciálně vyvinuté suché mazání na bázi MoS2. Teplem vytvrzený kluzný lak odolává extrémnímu zatížení v tlaku a smyku. Trvale odděluje od sebe závit šroubu a matice.
Konstantní součinitel tření – rovnoměrné utažení
Mazivo trvale ukotvené do povrchu závitu se při utahování nevymačká; nedojde k jeho prostřižení. Tyto vlastnosti zaručují konstantní součinitel tření v celém rozsahu utahovacích momentů. Ve všech šroubech je stejný přenos sil a tím i dosažení rovnoměrného stlačení těsnění po celém jeho obvodu.
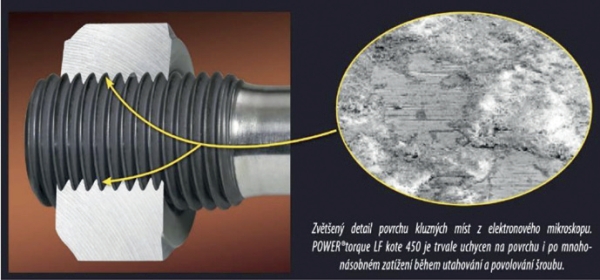 |
| Obr. 7: Zvětšený detail povrchu kluzných míst |
Možnost následného povolení
Trvalé oddělení závitu šroubu od závitu matice umožní jejich následné povolení po mnoha letech provozu i na vysokých teplotách. Provozovatel tak během údržby zařízení výrazně zkrátí čas potřebný k povolování spojovacího materiálu. Je to jediný způsob, jak předejít zadření šroubů. Následně umožní nedestruktivně demontovat spojovací materiál, zvláště pak v prostředí s nebezpečím výbuchu (Ex).
 |
| Obr. 8: Vypalovaný kluzný lak zlepšuje i poměr rozložení sil pod maticí a v závitu. |
Opakovatelnost utažení
Vypalované kluzné mazivo zaručuje mnohonásobné povolení a utažení. Opakovaným povolováním a utahováním se nemění součinitel tření a kluzný lak se neopotřebovává. Této vlastnosti se s výhodou využívá v aplikacích, kde se šrouby musí často utahovat a povolovat.
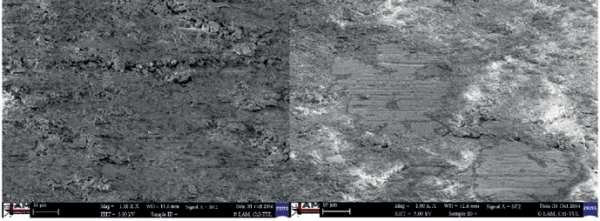 |
| Obr. 9: Detail z el. mikroskopu – Power torque LF kote 450 před a po mnohonásobném utažení |
 |
| Obr. 10: Kluzný lak (Power torque LF kote 450) se po opakovaném utažení zalešťuje. |
2 × lepší přenos síly
Z porovnání přenosu síly při utahování suchého šroubu a šroubu ošetřeného vypalovaným kluzným lakem jasně vyplývá, že při stejném momentu utahování jsou síly ve šroubu ošetřeném kluzným přípravkem 2x větší než u nenamazaného šroubu. Je tak dosaženo 2x většího měrného tlaku na těsnění. S dalším vrůstajícím utahovacím momentem se rozdíl přenosu síly bude zvětšovat až na 3-násobek.
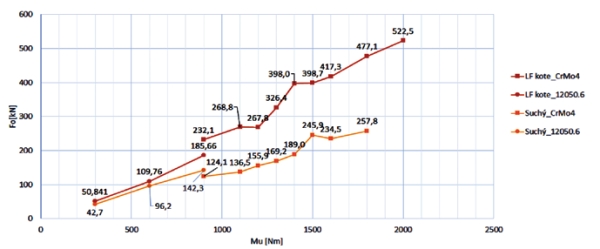 |
| Obr. 11: Graf přenosu sílu v závislosti na utahovacím momentu |
Předem namazaný spojovací materiál
Při montáži již není třeba myslet na nutnost mazání spojovacího materiálu. Přípravkem LF kote se nakluzňují vnější závity, podložky a čela matic. Projektanti pak mají jistotu, že při utahování bude zaručen součinitel tření, s kterým počítali ve svých výpočtech utahovacích momentů. Montážní pracovníci již nemusí myslet na to, jak a čím mazat spojovací materiál.
Power torque LF kote 450
Vypalovaný kluzný lak Power torque LF kote 450 byl vyvinut za účelem zajištění konstantního a nízkého součinitele tření při řízeném utahování. Jde o součást návrhu řešení a výpočtů problémových přírubových spojů.
Komplexní řešení těsnosti přírubových spojů (od návrhu až po vlastní řízené utahování) je řešeno ve skupině Flange management společnosti Pokorný, spol. r. o., Brno.
TEXT/FOTO: Martin Tesař
Lektoroval: doc. Ing. Juraj Grenčík, PhD.











