





 Motorový olej patrí medzi technologicky najzložitejšie olejárske výrobky. Jeho vlastnosti sú dané množstvom často protichodných technických požiadaviek a parametrov. Výroba motorových olejov sa skladá z troch základných operácií: výroby základového oleja, výroby aditív, miesenia a výroby motorových olejov.
Motorový olej patrí medzi technologicky najzložitejšie olejárske výrobky. Jeho vlastnosti sú dané množstvom často protichodných technických požiadaviek a parametrov. Výroba motorových olejov sa skladá z troch základných operácií: výroby základového oleja, výroby aditív, miesenia a výroby motorových olejov.
Základ pre motorový olej vzniká z viskóznejších zložiek surovej ropy destiláciou, pričom práve táto zložka najviac ovplyvňuje kvalitu základového oleja. V dnešnej dobe sú známe nasledujúce klasifikačné označenia viskozity motorových olejov a to klasifikácia SAE (Society of Automotive Engineers), klasifikácia API (American Petroleum Institute) a klasifikácia ACEA (Association des Constructeurs Europeens d`Automobile). Podľa SAE je definovaných jedenásť viskóznych tried motorových olejov, z ktorých šesť má označenie W (Winter – zima): 0 W, 5 W, 10 W, 15 W, 20 W, 25 W. Tieto stupne sa týkajú najnižšej teploty, pri ktorej je viskozita dostatočne vysoká, aby umožnila spustenie motora. Zostávajúcich päť klasifikačných tried (20, 30, 40, 50, 60) popisuje vlastnosti motorového oleja pri pracovných teplotách, ktoré sú merané ako rozsah viskozít meraných pri 100 °C. Viskozita je základným parametrom pre hodnotenie motorového oleja a predstavuje mieru vnútorného trenia kvapaliny, spôsobeného odporom molekúl pri vzájomnom pohybe.
Protichodné požiadavky na olej
Kinematická viskozita [m2/s] sa meria pomocou kapilárneho alebo rotačného viskozimetra (obr. 1). Motorový olej musí spĺňať dve protichodné požiadavky, kde na jednej strane musí byť dostatočne tekutý pri nízkych teplotách (zima) na zabezpečenie čo najnižšieho opotrebenia pri studených štartoch, a na druhej strane musí byť motorový olej dostatočne viskózny pri vysokých prevádzkových teplotách, keď motor pracuje pod vysokým zaťažením. Viskozita oleja závisí od zaťaženia. Čím je zaťaženie vyššie, tým je vyžadovaná vyššia viskozita motorového oleja (vyššia viskózna trieda SAE). Zaťaženie je úzko späté s prevádzkovou teplotou a veľkosťou pôsobiacich strižných síl. Čím je vzájomná rýchlosť pohybujúcich sa plôch vyššia, tým musí byť viskozita použitého oleja nižšia a preto vysokootáčkové motory vyžadujú oleje s nižšou viskozitou než nízkootáčkové motory. Pri činnosti spaľovacích motorov dochádza vplyvom tepelného, mechanického a chemického namáhania oleja k jeho fyzikálnym a chemickým zmenám, ktoré po určitom čase v značnej miere zhoršujú vlastnosti oleja, ktoré sú dôležité z hľadiska spoľahlivej činnosti motora. Opotrebenie motorového oleja je v tomto prípade intenzívnejšie a jeho životnosť, ktorá bola určená na normálnu prevádzku sa skracuje.

Materiál a metóda
Kvalita motorového oleja sa zisťovala na základe jeho odobraných vzoriek z osobného automobilu Ford C-MAX s motorizáciou 1,6 TDCi. Objem valcov naftového motora predstavuje hodnotu 1 560 cm3 s maximálnym výkonom 66 kW pri otáčkach 4 400 min-1 a maximálnym krútiacim momentom 215 Nm pri otáčkach 1 750 min-1. Celkový počet najazdených kilometrov je 180 025. Dôležitým parametrom súvisiacim s daným meraním je objem olejovej náplne 3,8 litra. Vo vybranom naftovom motore je použitý plne syntetický motorový olej Ford Formula F 5W-30. Charakteristika oleja predstavuje vysokú výkonnosť s nízkym trením so špeciálnym zložením pre optimálny výkon a úsporu pohonných hmôt, pričom zaisťuje zníženie trenia a vysoký stupeň ochrany a efektívnosti mazania. Motorový olej je možné použiť aj pre naftové motory s filtrami pevných častíc. Na zisťovanie miery opotrebenia motorového oleja sú použité dve metódy, a to ferografická analýza a meranie na zistenie obsahu vody v oleji.
Ferografická analýza
Na vyhodnotenie vzoriek motorového oleja pomocou ferografickej analýzy je použitý mikroskop Kapa 6000, na ktorý bola napojená digitálna video kamera Levenhuk C1400 NG a prostredníctvom softvéru TOUP VIEW boli v počítači vytvorené snímky povrchu ferogramu. Na vykonanie ferografickej stopy je použitý laboratórny ferograf Spectro T2FM Q500 (obr. 2). Samotným jadrom prístroja je sklenená trubica „sosákového“ typu, ktorá umožňuje konštantný a efektívny prietok vzorky. Prietok vzorky motorového oleja cez ferogram reguluje priemer a dĺžka časti s kapilárou. Po prietoku poslednej vzorky z ferogramu začína cyklus preplachovania. Hneď, ako ferografický prístroj privedie celú vzorku a časti v nej obsiahnuté na povrch ferogramu, je možné ju skúmať pod mikroskopom. Nevyhnutnou súčasťou celého meracieho procesu je použitie technického benzínu a perchlóretylénu. Technický benzín je komplexná zmes uhľovodíkov získavaná hydrogenáciou ropnej frakcie za prítomnosti katalyzátora a je určený na odmasťovanie kovových súčiastok. Perchlóretylén je bezfarebná organická kvapalina so sladkastým zápachom, vo vode málo rozpustná. Používa sa ako čistiaci a odmasťovací prostriedok alebo na rozpúšťanie a riedenie organických náterov a lakov.

Postup pri vykonávaní ferografickej analýzy pozostáva z nasledujúcich krokov:
• Najskôr je potrebné dôkladne očistiť ferografickú podložku.
• Pomocou digitálnej pipety MicroPette Pipette sa do skúmavky odoberie vzorka oleja a perchlóretylénu v pomere 1:1 a je ju potrebné poriadne pretrepať, aby sa zhomogenizovala.
• Následne sa zhomogenizovaná vzorka naleje do sklenenej trubice ferografu, kde sa nechá po dobu 20 minút, kým sa celý objem vzorky prekvapká na ferografickú podložku.
• Magnetický pásik pod ferografickou podložkou zachytáva kovové častice nachádzajúce sa v oleji, a tým vytvára ferogram.
• Ďalším krokom je naliatie technického benzínu do hliníkovej nádržky kvôli prepláchnutiu ferogramu. Interval kvapkania na čerpadle sa nastaví tak, aby na ferogram po každých piatich sekundách spadla jedna kvapka technického benzínu. Potom sa podložka nechá vyschnúť a po odparení technického benzínu je ferogram možné skúmať pod mikroskopom.
Zisťovanie obsahu vody v motorovom oleji
Obsah vody v motorovom oleji je možné zisťovať pomocou meracej súpravy WaterTest Kit 300 od výrobcu Hydac (obr. 3). Meracia súprava sa využíva na kvantitatívnu analýzu obsahu vody v minerálnych a mazacích olejoch. Pridávaním činidiel do znečisteného motorového oleja dochádza k zvýšeniu tlaku v meracej bunke, ktorý je možné odčítať na digitálnom displeji ako obsah vody v objemových % alebo ppm. Spomínané činidlá sú s označením Reagent A vo fľaškovom vyhotovení 500 ml a Reagent B vo vrecúškovom vyhotovení.
Postup pri zisťovaní obsahu vody v motorovom oleji:
• Z činidla Reagent A sa odleje 20 ml do odmerky, kde sa pridá 1 ml motorového oleja.
• Pomocou pinzety sa uchopí vrecúško s činidlom Reagent B a obsah sa vysype do meracej bunky.
• Na prístroji sa spustí merací program pomocou tlačidla START, následne sa na displeji objaví pokyn na pretrepanie vzorky. Stlačí sa funkcia END na ukončenie merania a objem v nádobe je potrebné miešať 120 sekúnd.
• Na opakovanie merania sa opakovane stláča funkcia NEXT.
Výsledky a diskusia
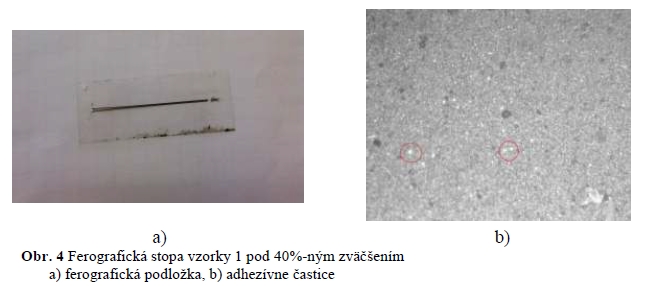
Merané vzorky motorového oleja boli odoberané najskôr po najazdení 5 000 km po výmene (ďalej len vzorka 1) a následne po najazdení ďalších 5 000 km sa meranie opakovalo (ďalej len vzorka 2). Po vytvorení ferografickej stopy pomocou ferografu Spectro T2FM Q500 a odparení technického benzínu z ferogramu je podložka vložená pod mikroskop. Na obrázku 4a vidieť vyschnutú ferografickú podložku. Pomocou mikroskopu Kapa 6000 je vykonané 40 %-né zväčšenie, kde je možné vidieť v motorovom oleji prítomné adhezívne častice (obrázok 4b).
 |
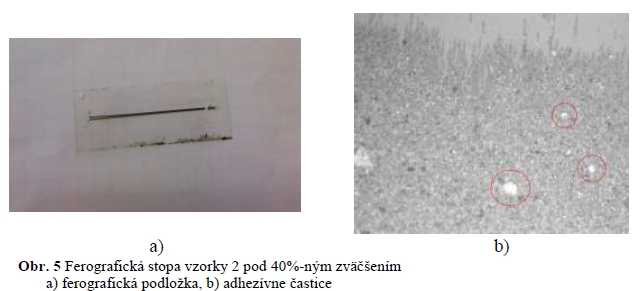 |
Vzorka č. 2 je odoberaná zo spaľovacieho motora po odjazdení 10 000 km. Obrázok 5a takisto znázorňuje vyschnutú ferografickú podložku a na obrázku 5b je možné vidieť adhezívne častice v motorovom oleji pri 40-percentnom zväčšení pod mikroskopom Kapa 6000.
Pomocou atlasu opotrebovaných častíc (obr. 6) je možné vyhľadať snímky abrazívnych častíc, ktoré je potom možné porovnať so snímkami častíc objavenými v motorovom oleji získané pomocou ferografickej analýzy (obrázok 4b a 5b).

Vyhodnotenie prítomnosti obsahu vody v skúmanom motorovom oleji bolo realizované pomocou špeciálneho prístroja WaterTest Kit 300. Dosiahnuté výsledky naznačujú na vzorke 1 prítomnosť obsahu vody v motorovom oleji s hodnotou 0,08 % hm a na vzorke 2 je to hodnota 0,1 % hm. Dosiahnuté výsledky z merania sa následne porovnávajú s dovolenými hodnotami podľa normy STN 65 6062. Konkrétne dovolené hodnoty pre motorové oleje podľa normy STN 65 6062 predstavujú interval 0,1 – 0,2 (1 000 – 2 000 ppm).
Záver
Každý typ motorového oleja používaného v spaľovacích motoroch má svoju určitú životnosť. Životnosť viac-menej závisí aj od spôsobov prevádzkovania motorového vozidla. Vozidlá využívané viac v tzv. „mestskom režime“ si vyžadujú častejšie výmenné intervaly aj kvôli tomu, že pri týchto motoroch sa vyskytujú krátke štarty, a tým pádom je motor viac vystavovaný treniu za studena, a preto sa aj do motorového oleja dostáva viac nežiaducich častíc. V motorovom oleji sa objavujú nečistoty, ktoré sú príčinou aktívnych poškodení a tie si vyžadujú potrebné zásahy, opravy niektorých častí motora, resp. také operácie, ktoré si vyžadujú len výmenu motorového oleja. Z praxe je známe, že naftové motory sú pravidelne poškodzované z dôvodu prítomnosti glykolu, paliva, sadzí a obsahu vody v motorovom oleji. Príspevok je zameraný na zisťovanie kvality vybraného typu motorového oleja, ktorý bol odoberaný z olejovej náplne naftového motora vozidla Ford C-MAX s motorizáciou 1,6 TDCi. Vzorka motorového oleja predstavovala typ Ford Formula F 5W-30. Vzorky boli odoberané z olejovej náplne motora pri najazdených 5 000 km a následne po najazdení ďalších 5 000 km. Na zisťovanie kvality motorového oleja boli použité dve metódy merania. Prvou metódou bola ferografická analýza, pomocou ktorej bola zisťovaná prítomnosť oterových častíc v oleji. Meraním bolo zistené, že častice v skúmaných vzorkách predstavujú známky adhezívneho opotrebenia, ktoré nepredstavujú žiadne extrémne opotrebovanie motorového oleja. Druhá metóda zisťovala prítomnosť obsahu vody vo vzorke motorového oleja. Po najazdení 5 000 km sa zistila prítomnosť vody v motorovom oleji v hodnote 0,08 % hm a pri najazdení 10 000 km išlo o nameranú hodnotu 0,1 % hm. Po porovnaní s dovolenými hodnotami udávanými normou STN 65 6062 bolo dokázané, že vzorky oleja pri obidvoch režimoch merania nevykazovali prekročenie dovolených limitov.
TEXT/FOTO: Zoltán ZÁLEŽÁK – Rastislav BERNÁT, Katedra kvality a strojárskych technológií, Technická fakulta, Norbert KECSKÉS, Katedra matematiky, Fakulta ekonomiky a manažmentu, SPU v Nitre
Recenzent / Reviewer: Ružbarský Juraj, doc. Ing. PhD.
Poďakovanie:
Príspevok bol vypracovaný v rámci riešenia grantového projektu VEGA č. 1/0718/17 Štúdium vplyvu technologických parametrov povrchových vrstiev poľnohospodárskej a lesníckej techniky na kvalitatívne parametre, bezpečnosť a environmentálnu prijateľnosť.
Literatúra
1. KOSIBA, Ján; TULÍK, Juraj. Vyhodnotenie ferografických vzoriek z prevádzkovej skúšky syntetického oleja. In XIV. medzinárodná vedecká konferencia mladých 2012. 1. vyd. 1 CD-ROM (263 s.). ISBN 978-80-228-2342-5. Medzinárodná vedecká konferencia mladých. Zvolen: Technická univerzita vo Zvolene, 2012, s. 182 – 186.
2. KOTUS, Martin; CHRASTINA, Jozef; PLÁNKA, Michal. Hodnotenie adhezívneho opotrebenia v laboratórnych podmienkach. In Kvalita a spoľahlivosť technických systémov: 15. medzinárodná vedecká konferencia, 25.5. – 26.5. 2010, Nitra: sprievodná akcia Medzinárodného strojárskeho veľtrhu 2010 v Nitre = Quality and reliability of technical systems: 15th International sc ientific conference: accompanying event of International Machinery Faire 2010 Nitra. Nitra: Slovenská poľnohospodárska univerzita, 2010. ISBN 978-80-552-0390-4. , s. 355 – 360.
3. KOVÁČ, Ivan; ŽARNOVSKÝ, Jozef; ŽITŇANSKÝ, Ján: Vrstvy odolné proti opotrebeniu. In New trends in technology system operation: proceedings of the seventh conference with international participation, Prešov, 20. – 21. october 2005. Košice: Technická univerzita, 2005. ISBN 80-8073-382-1. , s. 160 – 161.
4. PAULIČEK, Tomáš; VOTAVA, Jiří; KOTUS, Martin: Abrasive resistance of filler metals in laboratory conditions. In Journal of Central European Agriculture Online. ISSN 1332-9049, 2014, vol. 15, no. 1, s. 208 – 213, online (2014). Dostupné na internete: .
5. TKÁČ, Zdenko; MAJDAN, Radoslav; KOSIBA, Ján: Výskum vlastností ekologických kvapalín a nových testovacích metód mazacích olejov: (postupy, metódy a ich aplikácie). 1. vyd. Nitra: Slovenská poľnohospodárska univerzita, 2014. 94 s. ISBN 978-80-5521140-4.
6. TULÍK, Juraj et al.: Analysis of synthetic oil samples during an operating test. In Acta technologica agriculturae. ISSN 1335-2555, 2013, vol. 16, no. 1, s. 21 – 24.
7. ŽARNOVSKÝ, Jozef et al.: Vplyv mazacích olejov na spoľahlivosť technologických zariadení z pohľadu vibrácií. In DIAGO 2016. 1. vyd. 1 CD-ROM [369 s.]. ISBN 1210311X. Technická diagnostika strojů a výrobních zařízení. Ostrava: Vysoká škola báňská – Technická univerzita, 2016, s. 363 – 368, CD-ROM.











