





 Přesné strojírenství, spotřební elektronika a automobilový průmysl stojí za stále výraznějším rozšiřováním mědi a slitin mědi. S nástupem e-mobility, a s tím spojeným vývojem nových technologií baterií se zvýšenými kapacitami, rostou požadavky na kvalitu a produktivitu spojování mědi a slitin mědi. Pro spoje v oblasti spotřební elektroniky je stále nejpoužívanější technologie pájení, v aplikacích náročnějších na mechanické namáhání nebo přenos větších proudů je nutno přistoupit ke svařování.
Přesné strojírenství, spotřební elektronika a automobilový průmysl stojí za stále výraznějším rozšiřováním mědi a slitin mědi. S nástupem e-mobility, a s tím spojeným vývojem nových technologií baterií se zvýšenými kapacitami, rostou požadavky na kvalitu a produktivitu spojování mědi a slitin mědi. Pro spoje v oblasti spotřební elektroniky je stále nejpoužívanější technologie pájení, v aplikacích náročnějších na mechanické namáhání nebo přenos větších proudů je nutno přistoupit ke svařování.
Z historického hlediska byly pro svařování mědi a slitin mědi největší překážkou jejich fyzikální vlastnosti. Díky dostupnosti vysokovýkonných vláknových laserů s vynikající kvalitou svazku se však dnes daří tyto překážky úspěšně eliminovat a je možno dosahovat kvalitních svarů bez jakýchkoli vad.
Obtížné svařování
Obtížnost svařování mědi laserem je spojena se dvěma klíčovými fyzikálními vlastnostmi: vysokou odrazivostí povrchu pro vlnové délky většiny typů průmyslově používaných laserů a velmi dobrou tepelnou vodivostí mědi. Obecným faktem je, že spolu se snižující se vlnovou délkou laseru se absorpční charakteristiky povrchu mědi vylepšují, méně tepla je tedy spojovanými materiály odraženo. To znamená, že lasery emitující záření ve viditelném spektru (např. zelené – vlnová délka 532 nm) jsou pro svařování mědi velmi vhodné. Problémem však je, že takové lasery nejsou ve výkonech potřebných pro svařování mědi dostupné buď vůbec, nebo nesplňují podmínky pro náročné průmyslové aplikace. Největším omezením běžně dostupných laserů s infračervenou vlnovou délkou (kolem 1 μm) je u mědi absorpce v pevné fázi. Pokud se však materiál podaří natavit, nebo jej dokonce částečně odpařit, je absorpce laserového svazku výrazně lepší. Neporušený povrch mědi absorbuje méně než 4 % infračerveného laserového záření, u měděných par v případě metody svařovaní klíčovou dírkou (Keyhole Welding) však tato hodnota dosahuje již více než 60 %. Při procesu svařování je tedy žádoucí stav s vysokou odrazivostí povrchů co nejrychleji přejít.
 |
| Obr. 1: Vzduchem chlazený laser YLR-1000-SM |
Vláknové lasery s vysokou hustotou výkonu umožňují rychlé natavení povrchu a současně vypaření povrchové vrstvy mědi. Při testech vysokorychlostní kamerou bylo zjištěno, že za méně než 1 ms je dosažen stabilní proces svařování. V případě CW (kontinuálních) laserů k tomuto jevu dochází vždy pouze jednou – na začátku svařovacího procesu. U laserů pracujících v pulzním režimu však výše popsaná situace nastává s každým jednotlivým pulzem. Požadované vysoké hustoty výkonu lze jednoduše docílit tzv. Single-Mode vláknovými lasery, které mají vynikající kvalitu svazku a možnost velmi přesné fokusace.
Svařování Single-Mode vláknovými lasery
Firma IPG vyrábí vysokovýkonné kontinuální Single-Mode lasery s výkonem až 10 kW ve známém a prověřeném průmyslovém designu, který umožňuje používat laser v běžných podmínkách. Pro provoz laseru není tedy vyžadován čistý prostor. Single-Mode dosahuje hustoty výkonu zhruba 108 W/cm2 – ve srovnání s běžně používanými Multi-Mode lasery je tato hodnota více než 50x vyšší. Firma IPG nabízí Single-Mode lasery v kompaktním 19” rackovém provedení YLR v rozmezí výkonů 100 až 1 000 W (obr. 1). Pro vyšší výkony je k dispozici systém YLS – zde se maximum pohybuje na úrovni 10 kW (obr. 2). Oba typy disponují velmi vysokou účinností – více než 40 %.
 |
| Obr. 2: Laser YLS-3000-SM s chlazením vodou |
Při svařování mědi laserem je dalším problémem nestabilita provázející proces při nízkých svařovacích rychlostech. U rychlostí nižších než 5 m/min se lze nezřídka setkat s rozstřikem svarové lázně a následným vznikem pórů či nepravidelných tvarů svarové housenky. Se zvýšením rychlosti svařování se tyto problémy daří eliminovat a proces je postupně stabilizován. V rozmezí rychlostí 5 až 15 m/min kvalita svarových spojů dosahuje již akceptovatelné úrovně a nad rychlost 15 m/min jsou svary obyčejně kompletně bez vad. To však prakticky znamená, že nejlepších výsledků svařování je u mědi dosahováno při rychlostech, u kterých se běžně používaná polohovací zařízení či průmyslové roboty dostávají na svůj limit. Kromě toho se s rostoucí rychlostí snižuje hloubka průvaru a svar tak nemusí například pevnostně vyhovovat. Tento jev lze řešit zvýšením výkonu laseru, to však vyžaduje vyšší vstupní investici na výkonnější laserový zdroj.
Stabilizace díky rozmítaní
Nejnovější výsledky testů ukázaly, že svarový proces může být stabilizován nikoli pouze zvýšením rychlosti ve směru svařování, ale také dynamickým vychýlením svazku v jiných směrech – rozmítáním. Technologie rozmítání umožňuje docílit kvalitních a stabilních svarů při relativně nízkých rychlostech, a je tedy řešením výše popsaných problémů. Firma IPG vyvinula k tomuto účelu rozmítací svařovací hlavu – Wobble Head. Ta je nabízena ve dvou provedeních FLW-D50 a FLW-D30, může pracovat s frekvencí rozmítání až 1 kHz a lze ji snadno integrovat do polohovacích zařízení a na ramena průmyslových robotů – viz. obr. 3.
 |
| Obr. 3: Svařovací hlavy IPG FLW |
Od základních svařovacích hlav se rozmítací hlavy odlišují integrovanou skenovací optikou umožňující rychlý dodatečný pohyb laserového svazku ve dvou směrech – vytvořit lze tvar kruhový, symboly „8“ a „∞“ nebo je možno aplikovat jednoduchý lineární pohyb, viz. obr. 4.
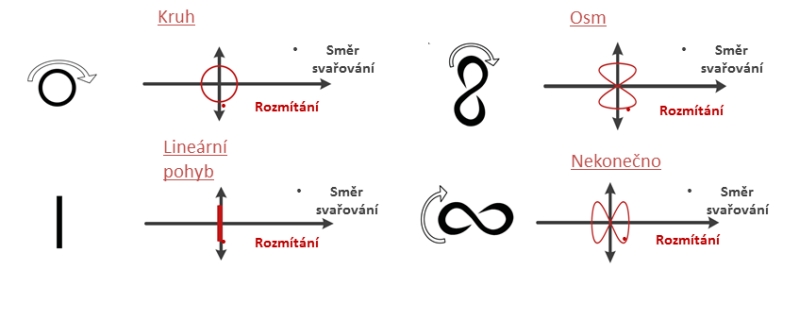 |
| Obr. 4: Možné tvary rozmítání |
To znamená, že s touto technologií je možno dosáhnout velmi kvalitních svarů u mědi a jejích slitin – s výkonem 1 kW (Single-Mode laser) lze docílit hloubky průvaru až 1,5 mm bez jakýchkoli vad svaru. Hloubku svaru lze navíc úpravou parametrů procesu jednoduše řídit bez vlivu na kvalitu svaru. Samozřejmě, rozmítací hlavu je také možné použít s běžným vláknovým Multi-Mode laserem – v tomto případě bylo při testech s laserem o výkonu 6 kW a BPP (Beam Parameter Product) 2 mm mrad docíleno svarů bez vad s hloubkou průvaru až 5 mm. Ukázku svaru mědi vytvořeného rozmítací hlavou IPG (velikost spotu d = 30 μm, amplituda 600 μm) lze vidět na obr. 5.
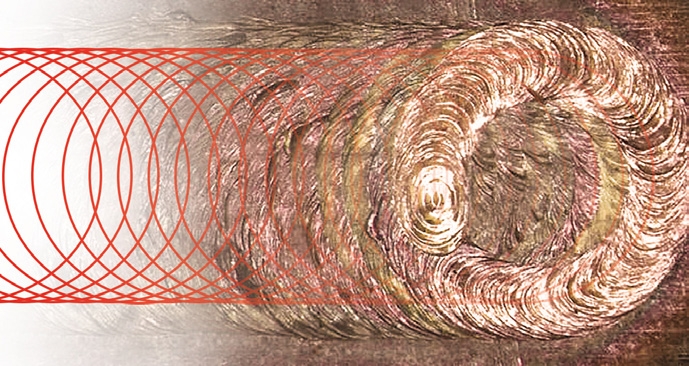 |
| Obr. 5: Ukázka svařování mědi rozmítací hlavou - velikost spotu d = 30 μm, amplituda 600 μm |
Vláknové lasery IPG umožňují díky unikátním vlastnostem laserového svazku překonat obvyklé problémy známé při laserovém svařování mědi. Vysoká hustota výkonu dovoluje rychlé natavení základního materiálu, čímž je dosaženo rychlé a stabilní absorpce laserového svazku i přes vlnovou délku v infračerveném spektru. V kombinaci s dynamickým rozmítáním svazku je navíc stabilizována svarová lázeň a výsledkem jsou svarové spoje bez jakýchkoli vad. Úpravou parametrů procesu lze navíc snadno měnit a řídit výslednou geometrii svarového spoje.
TEXT/FOTO: IPG Photonics











