





 Podľa STN 01 5050 sa opotrebenie definuje ako „trvalo nežiaduca“ zmena (rozmerov) povrchu, ktorá je spôsobená pôsobením na seba dvoch alebo viacerých funkčných povrchov alebo funkčného povrchu a opotrebujúceho sa média.
Podľa STN 01 5050 sa opotrebenie definuje ako „trvalo nežiaduca“ zmena (rozmerov) povrchu, ktorá je spôsobená pôsobením na seba dvoch alebo viacerých funkčných povrchov alebo funkčného povrchu a opotrebujúceho sa média.
Opotrebenie sa prejavuje ako odstraňovanie častí povrchu, alebo ako premiestňovanie častíc povrchu mechanickými účinkami, ktoré sú sprevádzané aj inými vplyvmi (napr. elektrickými, chemickými, elektrochemickými).
* * * * *
Kovaříková (2007) popisuje opotrebenie ako degradačný proces, ktorý je definovaný ako úbytok materiálu z povrchu jedného alebo viacerých kontaktných povrchov tuhých telies, ktoré prebieha pri všetkých druhoch ich relatívneho pohybu.
* * * * *
Lapovanie
Z technologického hľadiska môžeme opotrebované súčiastky renovovať viacerými spôsobmi:
• opravou na opravný rozmer spôsobom obnovenia dobrých funkčných vlastností zmenou funkčných plôch materiálu,
• obnovou pôvodných rozmerov a vrátením pôvodného geometrického tvaru funkčných plôch, tento spôsob nazývame opravou na pôvodné rozmery (Balog, Čičo, 2002).
| Tab. 1: Hodnoty rezných rýchlostí pri lapovaní |
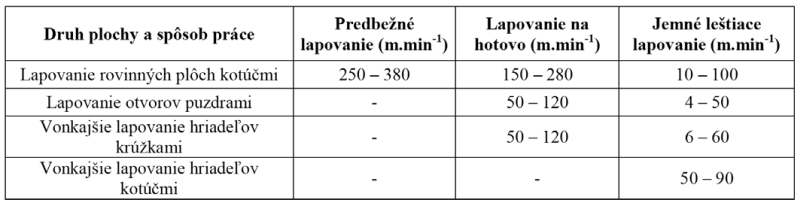 |
Renovácia lapovaním je proces veľmi jemného dobrusovania a vyhládzania povrchu obrábaného materiálu voľným brusivom, pričom sú brúsne zrná voľne viazané v lapovacích kvapalinách alebo „diamantových pastách“. Procesom lapovania sa z materiálu oddeľujú častice veľmi pomaly s malým úberom. Preto je potrebné obrábaný povrch materiálu pred procesom lapovania dokonalo opracovať iným spôsobom, napríklad brúsením. Schéma lapovania je znázornená na obrázku 1.
 |
| Obr. 1: Schéma lapovania: 1 – lapovaná súčiastka, 2 – lapovacia platňa, 3 – brusivo |
Materiál a metódy
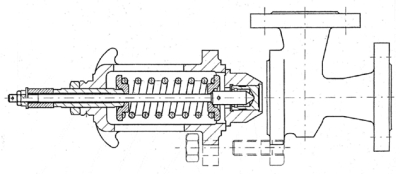
Poistný ventil je bezpečnostná armatúra, ktorá zabraňuje prekročeniu určitého pretlaku samočinným otvorením, a ktorá sa pri poklese pretlaku samočinne uzavrie. Nastavenie pretlaku, pri ktorom sa má poistný ventil otvoriť, sa vykonáva na skúšobnej stolici (tlakovacom zariadení) výrobcu alebo servisnej, prípadne opravárenskej organizácie. Poistný ventil funguje na princípe prepúšťania pretlaku z isteného zariadenia, ak tlak presiahne požadované hodnoty. Táto funkcia je vykonaná za pomoci prítlačnej pružiny, ktorá pritláča styčné tesniace plochy poistného ventilu a je nastavená nastavovacou maticou na požadovaný tlak. Ak tlak presiahne požadovanú hodnotu, prítlačná pružina nedokáže pritláčať tesniace styčné plochy k sebe a tým pádom sa pretlak dostane do výfukového potrubia, čím sa zníži tlak v systéme, až kým nedosiahne požadovanú hodnotu. Po jeho dosiahnutí opäť zapracuje pružina poistného ventilu, pritlačí tesniace styčné plochy k sebe a poistný ventil sa uzavrie.
 |
 |
| Obr. 2: Poistný pružinový ventil | Obr. 3: Kuželka poistného ventilu s vodidlom |
Vzorky pre danú tému sme zvolili z typu poistného ventilu P57 217 240, 2100. Kuželka poistného ventilu z vysoko legovanej chrómovej ocele typu 17 023.5 (42 2931.4). Na daný výskum sme mali k dispozícií 20 ks kuželiek poistného ventilu. Najdôležitejšou časťou kuželky je jej tesniaca styčná plocha (prstenec) ktorý je spevnený návarom z nehrdzavejúcej ocele. Vzorky bolo pred meraním potrebné oddeliť priloženým postupom od poistného ventilu, následne vyhodnotiť opotrebenie, postupovať renováciou a tlakovou skúškou.
Sledovanie opotrebovania vybranej súčiastky, v našom prípade ide o kuželku poistného ventilu, môžeme rozdeliť na:
• vizuálnu metódu vykonanou technikom,
• metódu dotykového merania – zmeranie drsnosti povrchu styčnej plochy kuželky PV,
• sledovanie opotrebenia tlakovou skúškou poistného ventilu na prenosnom tlakovom zariadení za použitia tlakového média: voda, vzduch, dusík.
Na zistenie a vyhodnotenie opotrebenia činnej plochy poistného ventilu sme použili dotykovú metódu drsnomerom značky Mahr, konkrétne typom MarSurf PS1 (vyobrazený na obrázku 2). Zariadenie obsahuje pätkový snímač, kalibračnú známku z čoho vyplýva, že ďalšia kalibrácia nie je potrebná a správnosť merania bude preukázateľná touto informáciou. Zariadenie MarSurf PS1 je upevnené na laboratórnom stojane ST-D. Správne ukotvenie vzoriek zabezpečuje prizma s permanentným magnetom.
 |
| Obr. 4: Meranie drsnosti |
Na dosiahnutie cieľa sme potrebovali skonštruovať prenosné tlakové zariadenie (obrázok 3) pre možnosť vykonania tlakovej skúšky poistného ventilu. PTZ sme navrhli tak, aby bolo mobilnou stanicou a dalo sa dopraviť priamo k zákazníkovi pre urýchlenie a zjednodušenie tlakovej skúšky. Primárnym skúšobným médiom je plyn – dusík alebo vzduch, pretože kvalita tlakovej skúšky plynom je presnejšia ako kvalita skúšky kvapalinou (vodou).
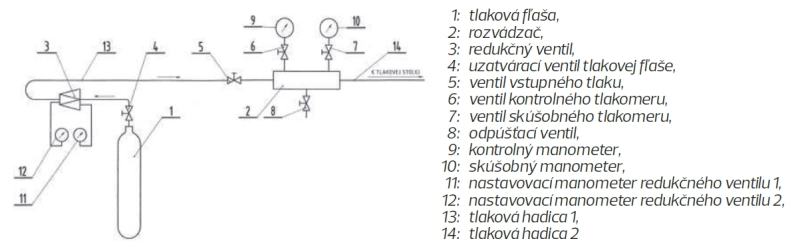 |
| Obr. 5: Schéma prenosného tlakového zariadenia |
Na vytvorenom PTZ je možné vykonávať tlakové skúšky aj pre iné priemyselné armatúry, ako sú napríklad: nožové posúvače, guľové kohúty, spätné klapky, teflónové klapky a pod.
VÝSLEDKY A DISKUSIA
Drsnosť povrchu činnej polohy poistného ventilu
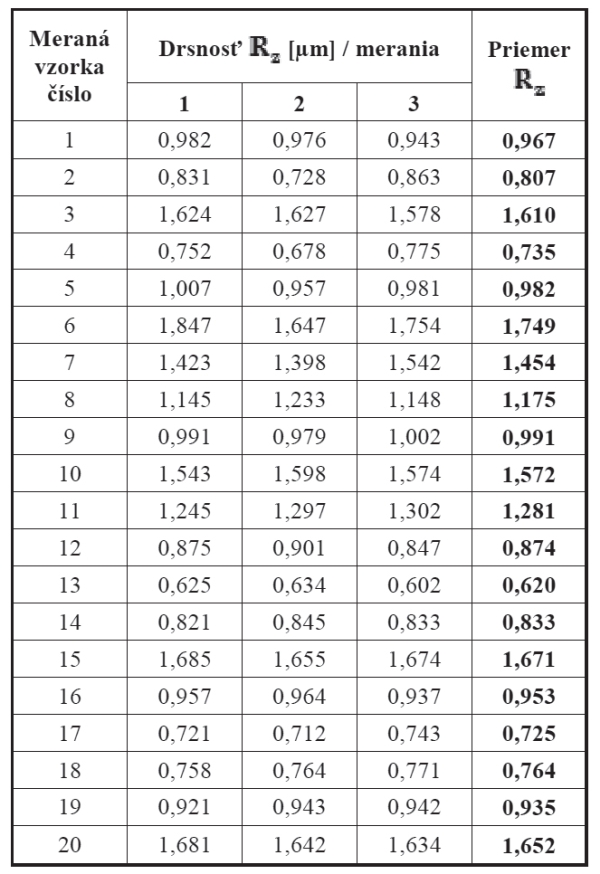
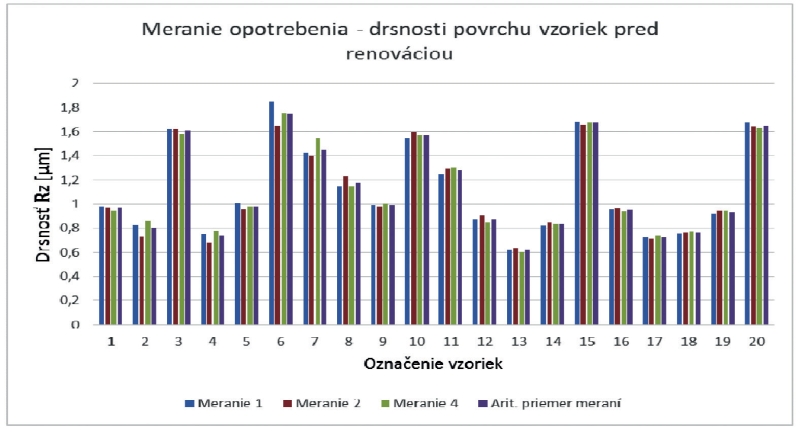
Dotykovou skúškou sme vyhodnotili závažnosť opotrebenia vybraných vzoriek. Drsnomerom sme merali hodnotu Rz, čo je aritmetický priemer najväčších výšok profilu opotrebovanej plochy.
Meraním sme zistili, že styčné plochy kuželiek sú značne poškodené abrazívnym opotrebením. Najvyššia dovolená drsnosť povrchu styčných plôch kuželiek pre daný poistný ventil je 0,4 μm. Kuželky je potrebné renovovať vybraným druhom renovácie – lapovaním a opätovne zmerať drsnosť povrchu.
| Tab. 2: Drsnosť povrchu tesniacej plochy |
 |
Po opätovnom meraní najvyššej drsnosti povrchu pomocou dotykového drsnomera renovovaných plôch vzoriek sme zistili, že drsnosť povrchu všetkých vzoriek sa pohybuje od najnižšej nameranej hodnoty 0,161 μm po najvyššiu nameranú hodnotu 0,351 μm, čo znamená, že všetky vzorky spadajú pod najvyššiu dovolenú drsnosť povrchu 0,4 μm a vďaka tomu sú pripravené na tlakovú skúšku na prenosnom tlakovacom zariadení.
 |
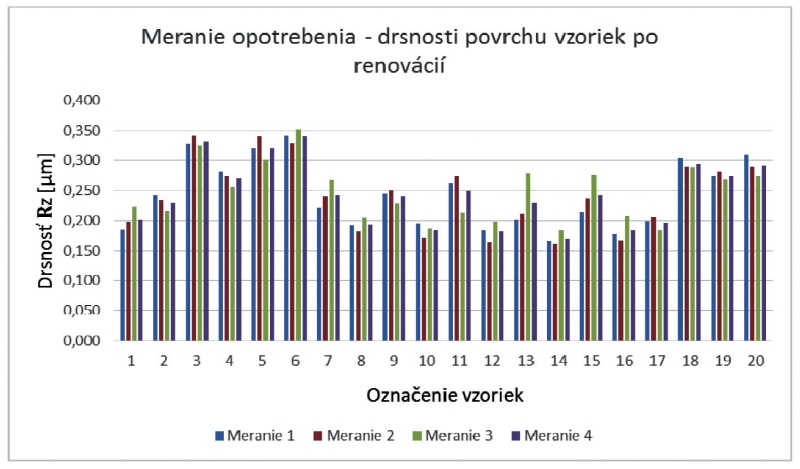 |
| Obr. 6: Znázornenie drsnosti (hore) pred renováciou a (dole) po renovácií funkčnej plochy poistného ventilu |
Kontrola tesnosti renovovanej funkčnej plochy
Armatúra – poistný ventil sa naplní skúšobným médiom a uzavrie. Skúšobný pretlak v armatúre sa pozvoľne zvyšuje až na predpísanú hodnotu. Výstupným hrdlom armatúry sa pozoruje, či styčné plochy uzáveru sú tesné, poprípade sa meria únik skúšobného média bublinovou metódou cez výfukové potrubie. Obojsmerné armatúry sa skúšajú obojsmerne. Táto skúška odpadá, ak je vykonávaná skúška vzduchom. Povolené netesnosti pri skúškach uvádza tabuľka 3.
| Tab. 3: Tlaková skúška |
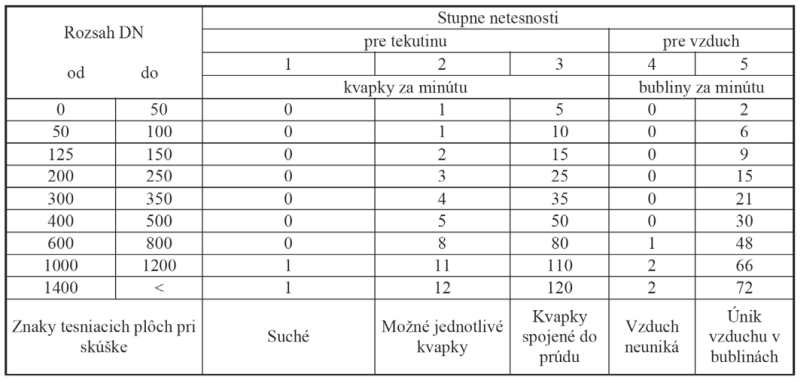 |
Počas tlakovej skúšky podľa tabuľky 3 by v prípade správnej funkcie nemalo z poistného ventilu pri skúške bublinovou metódou uniknúť z výfukového potrubia viac ako 0 až 1 bublina za minútu. V prípade väčšieho úniku bublín poistný ventil netesní a renovácia prebehla neúspešne.
Tlakovou skúškou sa nám podarilo vyhodnotiť, že z 18 vzoriek (vybraných z 20) počas jednej minúty neunikla ani jedna bublina, čím sa preukázala ich 100-percentná tesnosť. Z dvoch vzoriek z 20 skúšaných počas jednej minúty unikla maximálne 1 bublina, čo môže byť spôsobené, nesprávnym dosadnutím styčných tesniacich plôch, čo sa rieši opätovnou tlakovou skúškou. Ak aj v tomto prípade unikne z poistného telesa viac ako 0 až 1 bublín, opotrebovaná súčiastka musí podstúpiť opätovnú, ale už nie takú náročnú renováciu.
Po vykonaní úspešnej tlakovej skúšky sa poistný ventil zaplombuje plombou revízneho technika tlakových nádob a následne sa vystaví protokol o úspešnom vykonaní daného typu tlakovej skúšky na poistnom ventile.
ZÁVER
Technický pokrok je výrazne podmienený procesom objavovania a zlepšovania rôznych technologických postupov a metód kontroly. Nové myšlienky a metódy zlepšovania kontroly obyčajne nevznikajú náhodne ale sú na to potrebné poznatky, ktoré sa v praxi stále prispôsobujú. Tak, ako sa vyvíja kontrolný proces, tak sa zvyšujú požiadavky na kvalitu a presnosť kontrolných zariadení. Kvalita obrobeného povrchu výrazne vplýva na životnosť výrobku ako aj na jeho prevádzkové vlastnosti.
V príspevku sme sa zaoberali kontrolou opotrebenia funkčnej časti poistného ventilu, ktorý je neustále vystavený ťažkým prevádzkovým podmienkam. Po zistení poruchového stavu sme ventil podrobili tlakovej skúške a po zistení nedostatkov sme funkčnú plochu poistného ventilu vystavili podrobnej analýze drsnosti na meracom zariadení. Výsledky drsností pred a po renovácii sme zhodnotili graficky (obrázok 6). Zistené informácie o drsnosti pred renováciou jednoznačne potvrdili nedostatočnú priľnavosť funkčnej plochy (kov – kov), kde predpísaná drsnosť Rz je 0,4 μm. Po renovácii všetky hodnoty drsnosti povrchu spĺňali predpísanú hodnotu.
Čiastkovým cieľom našej práce bolo potrebné navrhnúť a vytvoriť prenosné tlakové zariadenie PTZ, ktoré bolo následne aplikované do praxe.
Na základe vyhodnotení sme prišli k záveru, že agresívne prostredie sa výrazne podieľa na poškodení funkčných častí poistného ventilu. Tu vzniká otázka, či pravidelnou údržbou, prípadne preventívnym ošetrením sa nedá dosiahnuť predĺženie životnosti sledovaných častí poistného ventilu a zníženie jeho poruchovosti. Následne tak môžeme znížiť celkové náklady na prevádzku a znížiť prestoje zariadenia.
LITERATÚRA
[1] BALOG – ČIČO, P.: Spoľahlivosť strojov 1, 2, 2002, Vyd.: SPU v Nitre 2005.
ISBN 80-8069-562-8
[2] HRUBEC, J.: 2001. Riadenie kvality. Nitra: SPU. 203 s. ISNB 80-7137-849-6
[3] JABLONICKÝ, J. – HUJO, Ľ. – TKÁČ Z.: 2015 Motorové vozidlá: mechanizmy motorových vozidiel 1. vyd., Nitra: Slovenská poľnohospodárska univerzita, 2015, 163 s. ISBN: 978-80-552-1347-7
[4] KOVÁČ, I. – ŽARNOVSKÝ, J.– ŽITŇANSKÝ, J. 2005 Vrstvy odolné proti opotrebeniu In: New trends in technology system operation: proceedings of the seventh conference with international participation, Prešov, 20. – 21. october 2005. – Košice: Technická univerzita, 2005. ISBN 80-8073-382-1. s. 160 – 161
[5] KOVAŘÍKOVÁ, I. – BLAŠKOVITŠ, P.: 2007. Abrazívne opotrebenie. In: Strojárstvo [online]. 2007, vol. 3, s. 11 – 12.
[6] ŽARNOVSKÝ, J. – PEŤKOVÁ, V. – RUŽBARSKÝ, J. 2009. Diagnostika strojov a zariadení. Nitra: VES SPU, 2009. 122 s. ISBN 978-80-552-0300-3.
TEXT/FOTO: Rastislav BERNÁT, Zoltán ZÁLEŽÁK, Katedra kvality a stroj. technológií, Technická fakulta, Norbert KECSKÉS, Katedra matematiky, Fakulta ekonomiky a manažmentu, SPU v Nitre
Recenzent / Reviewer: Kadnár Milan, doc. Ing. PhD.










