





 Tlmiče nárazu sa osadzujú prevažne z dôvodu zvýšenia bezpečnosti cestnej premávky na pozemných komunikáciách, t. j. posádky neovládaného vozidla, pred nárazom do pevnej prekážky alebo pred pádom z mosta a z objektov podobných mostom. [8]
Tlmiče nárazu sa osadzujú prevažne z dôvodu zvýšenia bezpečnosti cestnej premávky na pozemných komunikáciách, t. j. posádky neovládaného vozidla, pred nárazom do pevnej prekážky alebo pred pádom z mosta a z objektov podobných mostom. [8]
Tlmiče nárazov alebo tlmiče vibrácií sa používajú nielen v automobilových podvozkoch ako súčasť zavesenia kolesa, ale aj v kabínach ťahačov, sedadlách, riadení a pod. Tlmiče sú uložené paralele k pruženiu kolesa a plnia nasledujúce funkcie:
• tlmia vibrácie karosérie spôsobené hrboľatou cestou alebo náklony karosérie v súvislosti s podmienkami jazdy (rýchly prejazd zákrutou, prudké vyhýbanie sa prekážkam apod.),
• zabezpečujú čo možno najdokonalejší dotyk kolesa s vozovkou a tým umožňujú najlepšiu priľnavosť pneumatiky k vozovke.
Princíp funkcie tlmičov
Keď vozidlo prejde nerovnosťou, pruženie sa stlačí a tým tlmí zatlačenie kolesa smerom od cesty. Tlmič je v tomto momente v stlačenom stave a jeho tlmiaci efekt je omnoho menší pri tomto pohybe kolesa ako tlmiaci účinok pruženia. Je zrejmé, že náraz, ktorý sa prenáša z nerovnosti na karosériu vozidla, je pohltený pružením kolesa a predchádza kontaktu medzi „odpruženou“ hmotnosťou vozidla (karoséria a telo automobilu) a „neodpruženou“ hmotnosťou (os kolesa a koleso). Pružiny sa následne usilujú uvoľniť energiu, ktorú nahromadili pri stlačení. Uvoľnenie tejto energie prebieha tak, že pružina začne vykonávať kmitavý pohyb. Keďže chceme udržiavať koleso čo najlepšie priliehajúce na vozovke, musíme teda tlmiť kmitavý pohyb spôsobený pružením, na čo slúži práve tlmič. [2]
Materiál a metódy
Montáž v sériovej výrobe tlmičov prebieha formou montážnej linky, na ktorej sa plynulo alebo v pravidelnom takte pohybuje výrobok unášaný dopravníkom. Montážna linka na výrobu tlmičov je automatizovaná. Je kombináciou pružných pracovísk s rôznym stupňom automatizácie, s použitím robotov alebo ručných pracovísk s automatizovaným podávaním materiálu. [7]
Automatizovaná montáž prebieha prakticky bez dotyku ľudí. Montážne automaty sú špecializované linky na montáž konkrétneho, pomerne jednoduchého výrobku v stotisícových dávkach. V prípade montáží tlmičov pracovníci obsluhy dopĺňajú komponenty do zásobníkov, prekladajú polotovary z testerov a v prípade nepodarku odložia polotovar na označené miesto a ďalej sa zaoberajú príčinou vzniku chyby. Pokiaľ sa dá, polotovar sa rozoberie na jednotlivé súčiastky a dobré súčiastky z nich sa opätovne vložia do výroby.
V prvom rade je však potrebné poznať požiadavky zákazníkov. Každá organizácia má za svoj prvotný cieľ dosiahnuť úspech v predaji. Zdrojom konkurenčnej výhody je uspokojenie potrieb a očakávaní zákazníkov. Vo všeobecnosti môžeme konštatovať, že pod samotným termínom spokojnosť zákazníka rozumieme výsledok porovnávacieho procesu, v ktorom zákazník porovnáva skutočný stav po využití produktu alebo služby, s očakávaním. Ak sa splní toto očakávanie zákazníka, vtedy si organizácia môže povedať, že splnila cieľ spokojnosť zákazníka. [5]
Kvôli lepšiemu a jednoduchšiemu pochopeniu celého procesu montáže tlmičov nárazu sme si zvolili vhodný nástroj na definovanie a zobrazenie procesu – model SIPOC.
Definovanie procesu
Proces je definovaný ako rad navzájom nadväzujúcich činností, v ktorých jednotlivá čiastková činnosť (prvok) je organizovaná väčšinou funkčne. [9] Efektívne fungovanie organizácie je založené na identifikovaní a riadení jednotlivých navzájom spätých a súvisiacich procesov. Veľakrát dochádza k javu, že výstup jedného procesu tvorí vstup do ďalšieho. [4]
Na samotné definovanie procesu využívame metódu SIPOC. SIPOC nám poskytuje jednoduché pochopenie procesu a možnosť potvrdiť jeho rozsah. Môžeme ho prirovnať k mostu medzi problémom a rozsahom projektu v zadaní projektu a detailnou mapou procesu. Model SIPOC predstavuje komunikačný prostriedok, ktorý pomáha objasniť proces ľuďom vnútri aj mimo organizácie (obr. 1).
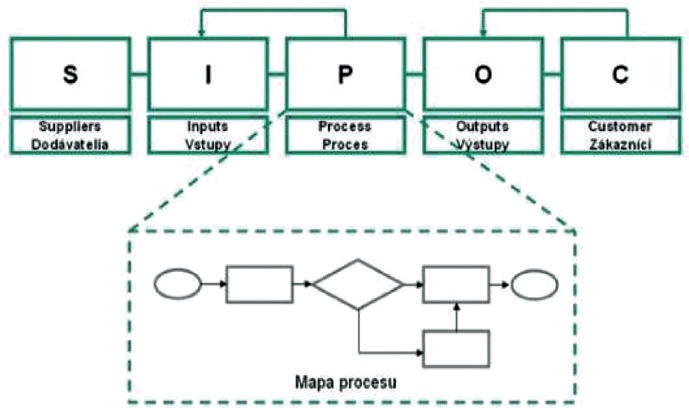 |
| Obr. 1: SIPOC model. [6] |
Výsledky a diskusia
Postup tvorby SIPOC diagramu:
1. V prvom kroku je potrebné Identifikovať externých a interných zákazníkov a následne stanoviť priority medzi všetkými zákazníkmi.
2. Ďalej nasleduje príprava zoznamu CTQ požiadaviek na každého zákazníka vrátane kvalitatívnych požiadaviek, nákladových požiadaviek a požiadaviek na dodanie.
3. Ďalším krokom je určenie krokov, ktoré ovplyvňujú proces.
4. Určenie začiatku a konca procesu, uvedenie 3 – 6 najdôležitejších krokov procesu.
5. Určenie a identifikácia jednotlivých vstupov a dodávateľov procesu, resp. jednotlivých krokov procesu. [6]
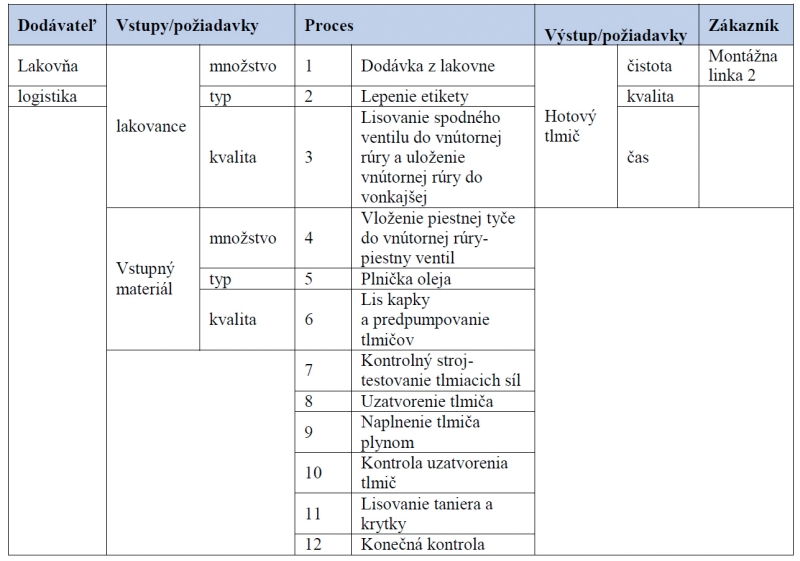
V nasledujúcich riadkoch máme zobrazený SIPOC model pomocou Tab.1.
| Tab.1 SIPOC model - montáž tlmičov nárazov |
 |
Kvôli lepšiemu pochopeniu sú na obr. 2 zobrazené jednotlivé komponenty tlmiča.
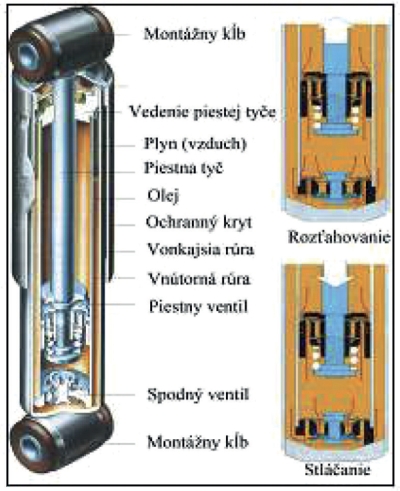 |
| Obr. 2: Komponenty dvojtrubkového tlmiča nárazu a prietok oleja pri jeho činnosti. |
Ako sme spomínali vyššie, pokiaľ by tester na montážnej linke kde sa testujú tlmiace sily pri tlaku (obr. 2 – stláčanie) a v ťahu (obr. 2 – rozťahovanie), vykazoval červené hodnoty (obr. 3), čo značia prekročenie tolerancii. V tomto prípade je potrebné tlmič odobrať z výroby a následne hľadať chybu a príčinu. Pokiaľ dôjde k takémuto nepodarenému kusu, je potrebné všetko zdokumentovať do formulára, ktorý môžeme vidieť na obr. 4.
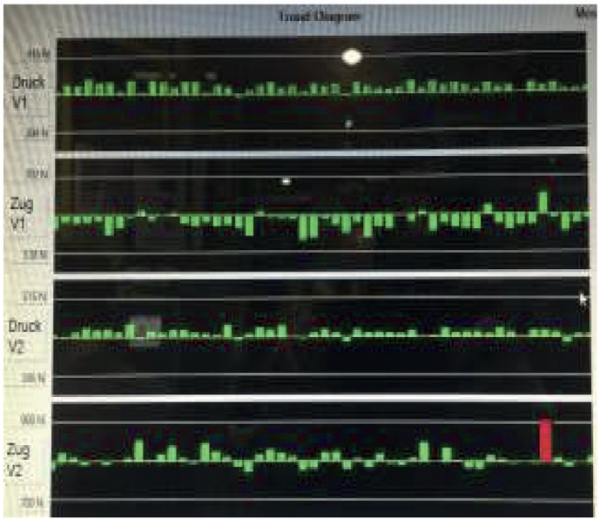 |
| Obr. 3: Displej testera na montážnej linke. |
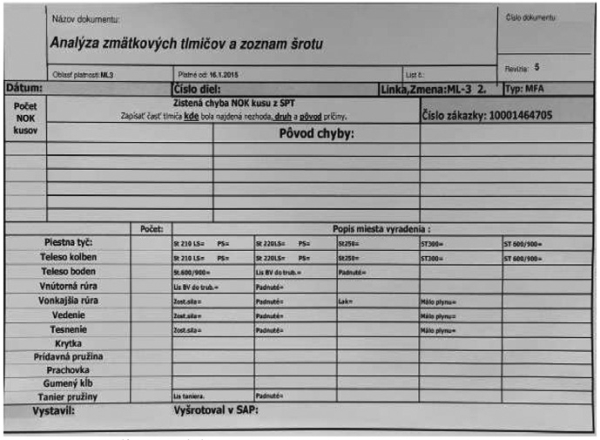 |
| Obr. 4: Formulár pre nepodarky. |
Záver
Samotná montáž je základným prvkom úspechu výsledného produktu a taktiež udržaniu sa organizácie úspešne na trhu. Výstupom z montážnej linky je 100-percentne funkčný tlmič.
Poďakovanie:
Príspevok bol vypracovaný v rámci riešenia grantového projektu 039SPU-4/2017 Inovácia výučby predmetov so zameraním na manažérstvo kvality, obrábanie kovov a metrológiu v interakcii s požiadavkami praxe.
LITERATÚRA
[1] BEŇO, M.: Elektronicky riadené tlmiče a princípy tlmenia v automobile. Bakalárska práca, EF ŽU v Žiline, 2011.
[2] CAUSEMANN, P., 2001.Automotive shock absorbers. Features, designs, applications. Second edition, 2001. ISBN 3-478-93230-0.
[3] Kubjatko, C., Ivánek, P., Liščák, Š.: Technická prevádzka a opravy automobilov I, Žilinská univerzita v Žiline 1998.
[4] KORENKO,M. 2013. Riadenie projektov. Vydavateľstvo SPU, Slovenská poľnohospodárska univerzita v Nitre, Nitra, 2013, s. 28, ISBN-978 80-552-0962-3.
[5] MATEIDES, A. 1999. Spokojnosť zákazníka a metódy jej merania – koncepty a skúsenosti. Bratislava: Epos, 1999. s. 270. ISBN 80-8057-113-9.
[6] Model procesu SIPOC. [online]. 2010. [cit. 2017-04-20]. Dostupné na internete: http://www.ipaslovakia.sk/sk/ipa-slovnik/model-procesu-sipoc
[7] RUDY, V., 2003. Je kombináciou pružných pracovísk s rôznym stupňom automatizácie, s použitím robotov alebo ručných pracovísk s automatizovaným podávaním materiálu. Transfer inovácii 6/2003.
[8] TECHNICKÉ PODMIENKY– TLMIČE NÁRAZOV, 2012. Ministerstvo dopravy, výstavby a regionálneho rozvoja SR Sekcia cestnej dopravy a pozemných komunikácií. [online]. [cit. 2017-04-20]. Dostupné na internete: http://www.ssc.sk/files/documents/technicke-predpisy/tp2013/tp_02_2013.pdf
[9] TOMÁNEK, J. 2001. Myšlení a činnost funkční změnte namyšlení a činnost procesní. In TOMÁNEK, J. Sborník managementu změn a reengineeringu. 2001. s. 241.
Ďalší spoluautori: Martin BALÁŽ, Gabriel POLÓ,
Erik GÓCS, Maroš KORENKO, SPU Nitra, Technická fakulta a Paweł KIEŁBASA, Krakovská pôdohospodárska univerzita
TEXT/FOTO: Zuzana CSILLAGOVÁ a kol., SPU Nitra, Technická fakulta
Recenzent: doc. Ing. Jozef Krilek, PhD.











